焊接那点事:激光焊真的比氩弧焊强?2025最新避坑指南
上周去一个朋友的钣金加工厂,他指着新到的激光焊接机跟我吐槽:“花了小百万,焊出来的活儿还没我那台老氩弧焊机漂亮!” 我上去看了看参数,直接告诉他——你被销售忽悠了。功率没选对,保护气体也没匹配好,能焊好才怪。
焊接这行,说实话,水挺深。尤其是这两年,激光焊、搅拌摩擦焊、电子束焊各种新工艺铺天盖地,很多人一上头就想升级设备——结果发现根本不是那么回事儿。
选工艺这事儿,千万别只看参数表
我见过太多人掉进“参数陷阱”了。举个例子,激光焊的焊接速度确实快,热影响区也小,但它对工件的装配间隙要求极高——超过0.2毫米,熔池就会失稳,出现气孔或咬边。而传统氩弧焊呢?哪怕间隙有个0.5毫米,有经验的焊工靠填丝手法就能给你补得漂漂亮亮。
所以说,没有万能的工艺,只有合适的活儿。薄板拼接(比如0.8mm不锈钢家电外壳),激光焊绝对是首选,效率高、变形小;但要是中厚板结构件,尤其要求熔深的,二氧化碳气体保护焊或者埋弧焊才是正道。
 激光焊接薄不锈钢板高速焊缝特写图
激光焊接薄不锈钢板高速焊缝特写图
❗ 一个小故事:去年有个做新能源电池壳的客户,强行上搅拌摩擦焊,结果不行——因为材料是铸铝,延伸率低,搅拌头进去直接裂了。最后换回了冷金属过渡焊(CMT),问题立刻解决。这事儿让我深刻体会到,焊接不是高科技拼盘,得按材料的脾气来。
焊接区的那些“玄学”问题,到底怎么破?
很多朋友跟我抱怨过气孔的问题,尤其是铝合金焊接。气孔出现就骂焊材不行,其实呢?根源往往在母材清理上。氧化膜没去除干净,或者环境湿度超过60%,氢气就进去了,出来就是气孔。我的经验是:焊前一定要用不锈钢丝刷,而且要单向刷,来回刷会把氧化膜揉进去,切记。
还有飞溅。二氧化碳焊飞溅大是通病,但换成混合气(比如80% Ar + 20% CO₂)能显著减少。不过有个细节:瓶装混合气一定要倒置摇晃再用,不然密度不同的气体分层,焊出来还不稳定。这些都是老师傅们不愿说的“野路子”知识。
问:薄板焊接变形太严重了,有没有什么好办法?
答:变形主要因为热输入大。治本的方法是采用脉冲焊接,调节基值电流和峰值电流,让热量间歇性输入,给材料散热时间。如果没脉冲功能,就做反变形预置或者用水冷铜衬板强制散热。还有一个容易被忽视的技巧:分段退焊,把长焊缝分成200mm一段,从中间往两边焊,能抵消收缩应力。亲测有效,尤其对于1mm以下的板材。
💡 这里必须提一下焊接顺序。设计图纸上没写,但顺序不对能把你整崩溃。比如工字梁的角焊缝,必须先焊上翼板与腹板的连接缝,再焊下翼板,否则上翼板受热会翘起来,你拿火焰矫正都没用。
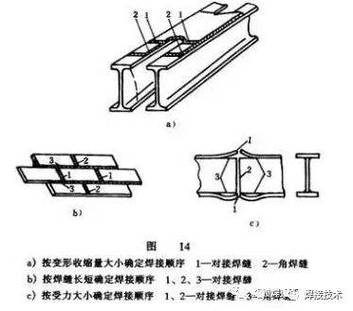 工字梁焊接变形控制顺序示意图
工字梁焊接变形控制顺序示意图
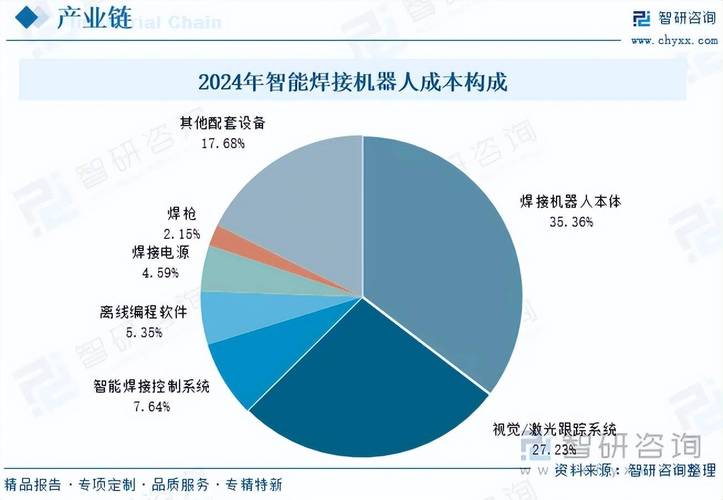
2025年了,人工贵得要死,自动化焊接值不值得上?
 2025年了,人工贵得要死,自动化焊接值不值得上?
2025年了,人工贵得要死,自动化焊接值不值得上?
这个问题我几乎每周都有人问。我的观点一直很明确:单件小批量,别折腾机器人焊接。编程调试的时间够焊工干十几件了。但如果是批量件,哪怕只有几百件,焊接工装和变位机一上,效率能翻三倍不止。不过千万注意,自动化焊接对工件一致性要求极高——来料误差超过焊丝直径,就得撞枪,那场面,火花四溅还挺吓人的。
最近看到一种协作式焊接机器人,带拖拽示教和力控传感的,很适合中小企业。但价格还是不便宜,一套下来够买两台进口氩弧焊机。所以,算账得算清楚:如果人工焊的返修率低于2%,真没必要。我见过太多人盲目上自动化,最后设备吃灰。
问:我想考个焊工证,现在入行还来得及吗?
答:永远来得及,但别只盯着普通熔化焊。现在缺的是掌握机器人编程和特种材料焊接的复合型人才。比如铝合金、钛合金的氩弧焊工,日薪能上千。而且,懂点焊接冶金原理,能看懂相图,绝对会比只会拉电弧的师傅多赚一倍。建议找个有经验的老师傅带三个月,比在学校学一年都有用。别小看这个手艺,好的焊工在制造业里一直都是块宝。
最后聊两句。焊接这玩意儿,入门简单精通难。天天盯着焊机看,不如多摸几块废料,烧透了,手感就来了。别迷信什么“万能焊条”——在真正懂行的人眼里,选择合适的填充材料,就像厨师选对调料一样。有些道理,你得亲自烧废几十公斤焊丝才能悟出来。
行了,周末还得去车间调一台双丝埋弧焊机,不说了。有焊接上的疑难杂症,欢迎随时交流,但千万别让我推荐万能设备——因为根本没有。就酱。