增材制造:骗局还是工业革命?一线工程师的真实看法
增材制造,这词这几年真是热得发烫。
2014年那阵,我在一个铸造厂做工艺,老板突然迷上3D打印,花几百万买了台进口金属打印机,结果呢——半年后吃灰了。不是机器不好,是我们根本不会用。图纸都没优化,直接拿传统铸件模型去印,支撑拆到手软,变形量够再加工三遍。所以说啊,技术再好,也得有人懂怎么驾驭。
但你要说增材制造就是忽悠,那也不对。去年去Formnext展,看到几个真实案例,直接给我整破防了。一个航空发动机燃油喷嘴,原来20个零件焊接组装,现在一体打印,重量减25%,寿命反而翻倍。真香!
 航空发动机燃油喷嘴增材制造一体成型部件
航空发动机燃油喷嘴增材制造一体成型部件
大多数人聊金属3D打印,想到的就是粉末床熔融(PBF)——激光一层层扫粉,看着贼科幻。但实际呢?为了那个100微米的层厚,工艺参数调试能让你怀疑人生。激光功率、扫描速度、粉末粒径分布,哪个差了都不行。有一次,我调一个镍基合金参数,打印出来全是大裂纹,折腾两周,最后发现是基板预热温度低了20度。20度!你说讲不讲理?
更别提后处理了。好不容易印出来,得线切割从基板上取下来吧?然后热等静压消除内部缺陷,再固溶时效,最后精密加工。要我说,这可不是“打印即成品”,是“打印即麻烦开端”。不过话又说回来,有些结构传统方法压根做不出来,比如随形冷却流道、点阵夹芯,这时候增材就成了唯一解。
问:都说增材制造能降本增效,为啥我们厂算了笔账,还不如传统工艺?
答:这里有个大坑!很多人只比单件成本,可增材制造真正的优势在功能集成和减重换来的系统级降本。比如刚才说的喷嘴,零件少了,库存、装配、质检成本全下降,而且寿命长,少换件。另外,如果模具费高,小批量生产用增材反而更便宜。关键是你得重新设计整个价值链,不能只盯着打印这一步。供应链都重构了,账可不是简单加一加。
如果说粉末床是娇气的精密仪器,那线弧增材制造(WAAM)就是车间里的糙汉子——焊丝当原料,电弧做热源,速度比激光快几十倍,精度?凑合看吧。但用在大型金属毛坯上,简直降维打击。去年见一个挖机斗杆,传统锻件毛坯2吨多,WAAM直接按受力路径堆积材料,毛坯减重30%,材料利用率从30%飙到80%。虽说表面坑坑洼洼,但反正要加工,怕啥?
不过WAAM对工艺稳定性要求更变态。电流波动、层间温度、保护气,稍微不对劲就出现未熔合。我们团队试过堆一个壁厚渐变件,因为散热变了,后面几层直接塌了,像融化的冰淇淋。懂材料的人,才镇得住这野马。
线弧增材制造大型金属结构件制造过程
问:我们做小批量精密零件,是选粉末床还是粘结剂喷射?
答:看你要啥。粉末床精度高、性能好,但贵、慢、尺寸受限。粘结剂喷射(BJT)是印一下喷一层胶,然后烧结。速度飞起,成本低,能做超大件,就是收缩率不好控,烧结后精度挑战大。如果你的件需要高性能、复杂内流道,PBF是首选;如果只是替代小型铸件,追求效率和成本,试试BJT。不过BJT目前在铝合金上还很吃力,因烧结难;钢和不锈钢好很多。建议拿个典型件两种都试一下,对比综合成本。
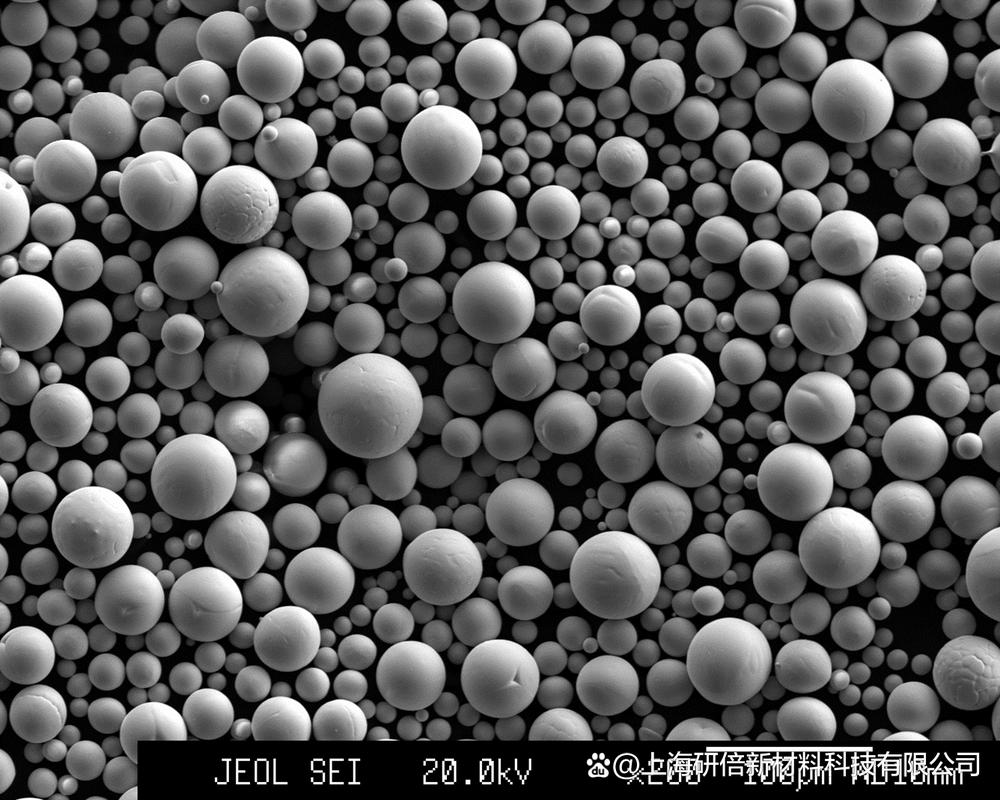
吐槽一下金属粉末的价格。模具钢MS1粉末,一公斤上千,打印时飞溅损失快三成,心痛。但没办法,球形度、氧含量要求高,制粉工艺就贵。好消息是,国内厂商在追,价格开始松动了。另外,专用合金开发才是未来——传统牌号不一定适合增材的急热急冷,比如有些Al7075粉末,打印出来全是裂纹,因为合金成分没针对快冷优化。现在冒出来一批专为增材设计的铝合金,强度甚至超过锻件,还耐热。所以别光盯着设备,材料突破才是真正的风口。
有时候觉得,做增材制造真像开盲盒。同样的参数,隔天可能结果不一样,湿度、粉末批次、甚至操作员的习惯都有影响。但当你第一次拿着一个拓扑优化后的零件,感觉它轻若无物却又坚不可摧,那种成就感又把你拽回来。这行当,且得熬着呢——但熬出来的,都是狠角色。
最后说一句:别信那些“全面替代传统制造”的鬼话。增材是补充,是利器,但得用在刃上。设计、工艺、检测,整个链条都得跟上,不然就是烧钱玩个热闹。
2014年那阵,我在一个铸造厂做工艺,老板突然迷上3D打印,花几百万买了台进口金属打印机,结果呢——半年后吃灰了。不是机器不好,是我们根本不会用。图纸都没优化,直接拿传统铸件模型去印,支撑拆到手软,变形量够再加工三遍。所以说啊,技术再好,也得有人懂怎么驾驭。
但你要说增材制造就是忽悠,那也不对。去年去Formnext展,看到几个真实案例,直接给我整破防了。一个航空发动机燃油喷嘴,原来20个零件焊接组装,现在一体打印,重量减25%,寿命反而翻倍。真香!
 航空发动机燃油喷嘴增材制造一体成型部件
航空发动机燃油喷嘴增材制造一体成型部件
粉末床熔融:印得漂亮,用起来抓狂
大多数人聊金属3D打印,想到的就是粉末床熔融(PBF)——激光一层层扫粉,看着贼科幻。但实际呢?为了那个100微米的层厚,工艺参数调试能让你怀疑人生。激光功率、扫描速度、粉末粒径分布,哪个差了都不行。有一次,我调一个镍基合金参数,打印出来全是大裂纹,折腾两周,最后发现是基板预热温度低了20度。20度!你说讲不讲理?
更别提后处理了。好不容易印出来,得线切割从基板上取下来吧?然后热等静压消除内部缺陷,再固溶时效,最后精密加工。要我说,这可不是“打印即成品”,是“打印即麻烦开端”。不过话又说回来,有些结构传统方法压根做不出来,比如随形冷却流道、点阵夹芯,这时候增材就成了唯一解。
问:都说增材制造能降本增效,为啥我们厂算了笔账,还不如传统工艺?
答:这里有个大坑!很多人只比单件成本,可增材制造真正的优势在功能集成和减重换来的系统级降本。比如刚才说的喷嘴,零件少了,库存、装配、质检成本全下降,而且寿命长,少换件。另外,如果模具费高,小批量生产用增材反而更便宜。关键是你得重新设计整个价值链,不能只盯着打印这一步。供应链都重构了,账可不是简单加一加。
线弧增材:糙快猛,但工地真香
如果说粉末床是娇气的精密仪器,那线弧增材制造(WAAM)就是车间里的糙汉子——焊丝当原料,电弧做热源,速度比激光快几十倍,精度?凑合看吧。但用在大型金属毛坯上,简直降维打击。去年见一个挖机斗杆,传统锻件毛坯2吨多,WAAM直接按受力路径堆积材料,毛坯减重30%,材料利用率从30%飙到80%。虽说表面坑坑洼洼,但反正要加工,怕啥?
不过WAAM对工艺稳定性要求更变态。电流波动、层间温度、保护气,稍微不对劲就出现未熔合。我们团队试过堆一个壁厚渐变件,因为散热变了,后面几层直接塌了,像融化的冰淇淋。懂材料的人,才镇得住这野马。
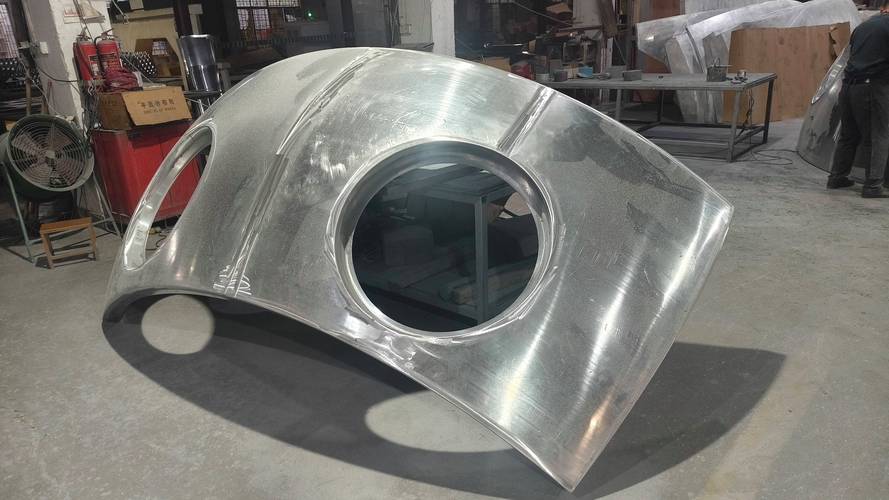
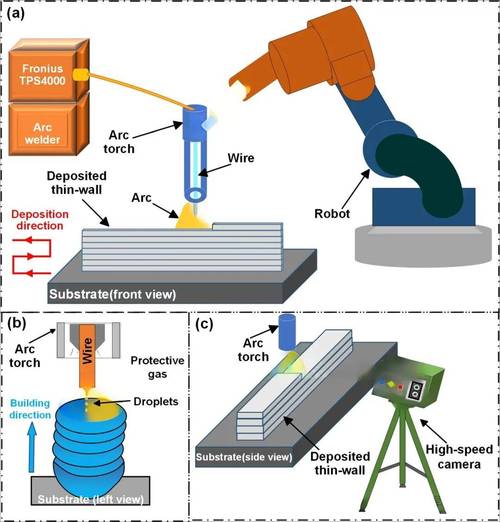 线弧增材制造大型金属结构件制造过程
线弧增材制造大型金属结构件制造过程
问:我们做小批量精密零件,是选粉末床还是粘结剂喷射?
答:看你要啥。粉末床精度高、性能好,但贵、慢、尺寸受限。粘结剂喷射(BJT)是印一下喷一层胶,然后烧结。速度飞起,成本低,能做超大件,就是收缩率不好控,烧结后精度挑战大。如果你的件需要高性能、复杂内流道,PBF是首选;如果只是替代小型铸件,追求效率和成本,试试BJT。不过BJT目前在铝合金上还很吃力,因烧结难;钢和不锈钢好很多。建议拿个典型件两种都试一下,对比综合成本。
材料那点事儿:粉末贵得肉疼,但潜力无限
吐槽一下金属粉末的价格。模具钢MS1粉末,一公斤上千,打印时飞溅损失快三成,心痛。但没办法,球形度、氧含量要求高,制粉工艺就贵。好消息是,国内厂商在追,价格开始松动了。另外,专用合金开发才是未来——传统牌号不一定适合增材的急热急冷,比如有些Al7075粉末,打印出来全是裂纹,因为合金成分没针对快冷优化。现在冒出来一批专为增材设计的铝合金,强度甚至超过锻件,还耐热。所以别光盯着设备,材料突破才是真正的风口。
有时候觉得,做增材制造真像开盲盒。同样的参数,隔天可能结果不一样,湿度、粉末批次、甚至操作员的习惯都有影响。但当你第一次拿着一个拓扑优化后的零件,感觉它轻若无物却又坚不可摧,那种成就感又把你拽回来。这行当,且得熬着呢——但熬出来的,都是狠角色。
最后说一句:别信那些“全面替代传统制造”的鬼话。增材是补充,是利器,但得用在刃上。设计、工艺、检测,整个链条都得跟上,不然就是烧钱玩个热闹。