搞3D打印五年,我踩过的坑比打印的件都多
先说个真事儿。去年有个客户,指着我们刚打印完的铝合金壳体问:‘这玩意儿能直接装机?’我说能啊,结果他拧螺丝的时候……裂了。裂了!当场打脸。后来才知道,他图纸根本没考虑增材制造的各向异性。所以,今天聊点扎心的——3D打印到底是不是工业救星?
一、原型迭代?那只是开胃菜
很多人对3D打印的印象,还停留在快速原型。没错,十年前确实如此。塑料件打出来,看看外观,装配一下,完事儿。但现在呢?直接批量生产终端零件的案例一抓一大把。比如我们给某无人机公司做的尼龙碳纤机臂,月产两千件,注塑模具根本来不及开,3D打印两周就搞定了首批。省了四十万模具费。客户当时乐得……非要请我喝茅台。
不过话说回来,直接制造可不是闹着玩的。材料性能、工艺窗口、后处理,哪个环节掉链子都致命。去年试过某国产金属粉末,标称球形度98%,到货一测,卫星粉多得像芝麻饼,打印出来的叶轮全是微裂纹。闹心。
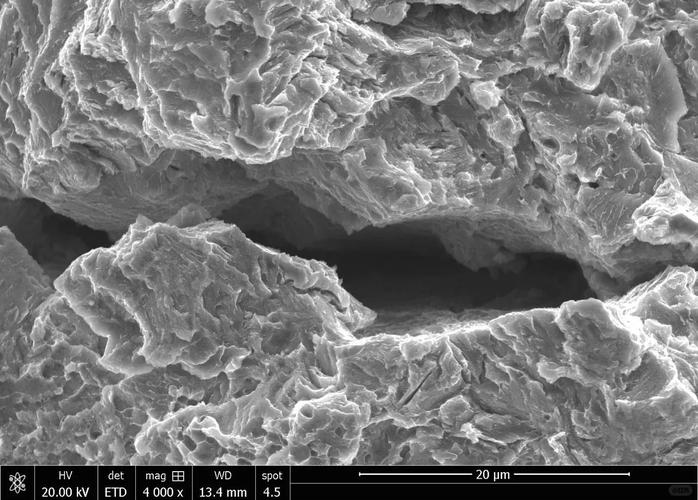
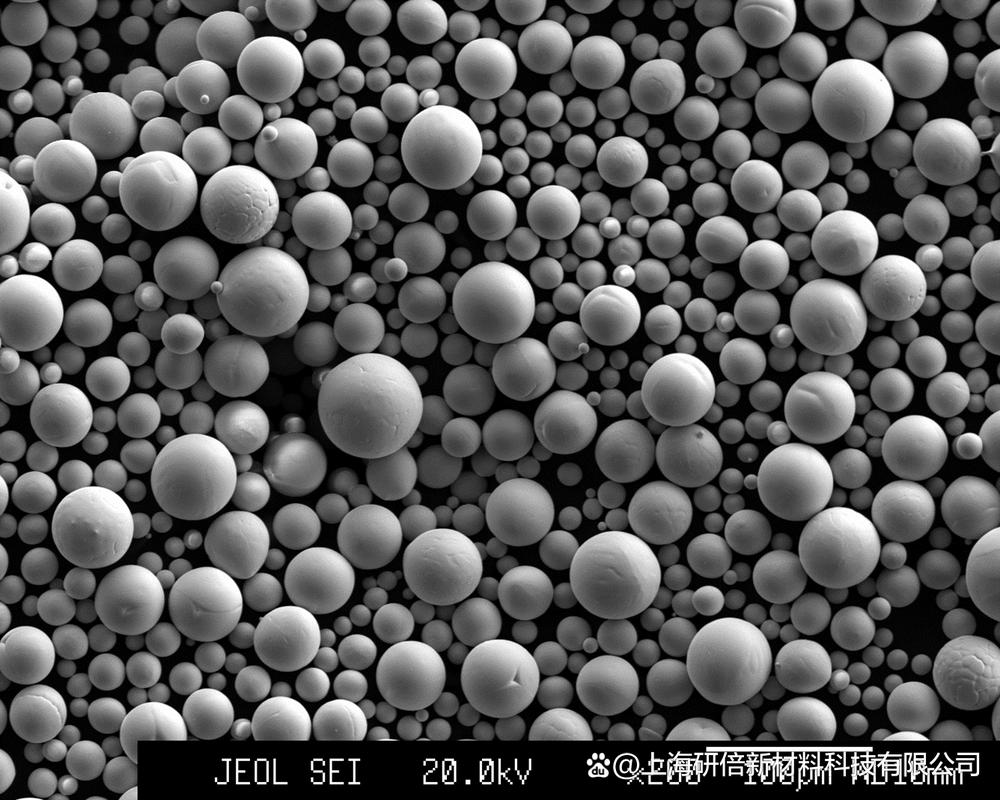 金属3D打印粉末球形度对比显微镜图
金属3D打印粉末球形度对比显微镜图
二、选技术?别只看设备价格
现在市面上的工艺五花八门:SLM、EBM、FDM、SLA、MJF……我见过最离谱的,是一家做手板的作坊买了台二手SLM设备,结果粉末筛粉机都不配,全靠人工筛,车间粉尘爆炸风险五颗星。那老板还跟我吹‘成本低’——命都不要了的低。
所以,我现在的原则是:工艺匹配度>设备品牌。比如做钛合金骨科植入物,必须上EBM,因为真空环境无氧,脆性相少;但做铝合金汽车零件,SLM就足够,甚至用粘结剂喷射成本更低。有一说一,粘结剂喷射这两年进步很快,烧结收缩率能控制在0.5%以内,很妖。
问:我们厂想做小批量钣金样件,用3D打印划算吗?
答:分情况。如果是简单折弯件,激光切割+折弯更便宜。但如果形状奇特还带加强筋,别犹豫,上SLM不锈钢。我们算过一笔账:传统方式做10个复杂歧管,开模加五轴加工要3万,SLM打印只要1.2万,交期从15天缩到4天。前提是——你得有靠谱的仿真团队,不然打印变形了都没处哭。
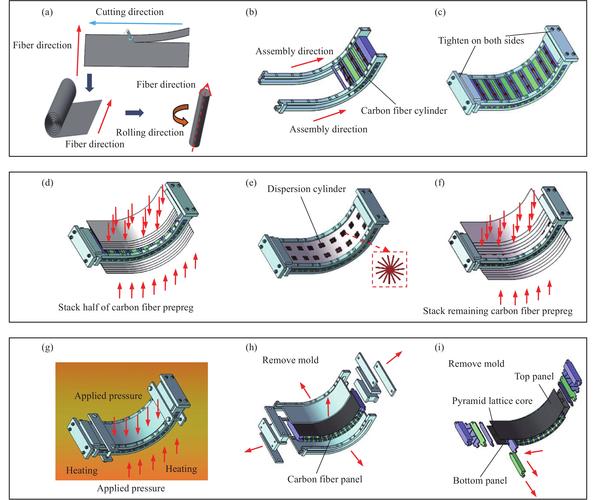
 3D打印复杂歧管SLM工艺前后对比
3D打印复杂歧管SLM工艺前后对比
三、后处理才是吞金兽
新手往往只盯着打印机价格,但老手知道,后处理能吃掉你一半预算。金属件去支撑、热处理、热等静压、机加工基准面……每个环节都是钱。尤其是热等静压(HIP),做一次七八千块,但航空件不做又不行。有一次我们偷懒没做HIP,直接装机测试,疲劳寿命差了三个数量级。血泪教训。
塑料件也不省心。MJF尼龙打完要清粉、喷砂、染色,一万个件染完色发现色差,全部报废。那批货赔了十八万。后来学乖了,坚持每批次做色板留样,再急也得走流程。
更隐蔽的成本在文件修复。绝了,一半以上的客户图纸都有破面或干涉,我们还得专门养个人修模。现在听到‘我这图很完美’就头皮发麻。
问:供应商说打印件可以直接用,表面粗糙度Ra 12.5真的够吗?
答:够不够看工况。静态配合没问题,但如果有滑动或密封要求,必须后加工。我们通常默认:配合面留0.5mm余量上CNC。还有,Ra 12.5是SLM上表面的值,侧面可能差到Ra 25以上。所以和供应商确认粗糙度时,一定指明测量位置,不然扯皮扯到地老天荒。
四、2024年了,别再神话3D打印
 四、2024年了,别再神话3D打印
四、2024年了,别再神话3D打印
这行业我干了五年,最大的感触是:它只是工具箱里的一把新扳手,不是万能钥匙。有些场景,比如超大尺寸件,走减材更合理;有些要求极高疲劳强度的,锻造还是王者。但如果你遇到拓扑优化过的结构件,放心交给3D打印,那是它的主场。
最近在试4D打印——随温度变形的智能材料,用在风机叶片上,主动调整气动外形。酷毙了,但稳定性还一塌糊涂。呵,工业就是这样,永远在跟误差死磕。
哦对了,如果老板一拍脑袋让你去买设备自产自用,千万拦住他。先找服务商打样测试,把材料性能、后处理工艺摸透了再说。这行当,懂工艺比懂设备值钱。别问我怎么知道的,说多了都是泪。