碳纤维:从“天价”到普及,工业制造的最后一块拼图?
碳纤维:从“天价”到普及,工业制造的最后一块拼图?
去年底去苏州一家非标设备厂,技术总工老李拉着我吐苦水:客户指定要用碳纤维做机器人手臂,说重量必须压到12公斤以内。他们试了T300,刚度达不到,换T800,成本翻番不说,加工废品率一下子窜到40%——刀具寿命只有原来的五分之一,还老分层。老李直拍桌子:这哪是材料,这是祖宗!
碳纤维,轻、强、贵。成了高端制造的“标配”。可它真就这么好用?未必。
 碳纤维零件崩边分层显微特写
更头疼的是,碳纤维粉尘导电——飘进电器柜,短路可不是闹着玩的。我们车间有一次除尘没做好,直接烧了一台驱动器。教训啊。
问:都说碳纤维比强度高,那它到底能替代金属吗?比如做传动轴?
答:替代部分可以,全部替代?想多了。碳纤维的抗扭刚度很好,但连接是个大麻烦。胶接怕老化,螺栓孔必须特殊处理,还会产生电偶腐蚀——跟铝合金放一起,时间一长,铝件边上一圈白粉。传动轴如果用碳纤维,两端还得留金属法兰盘,怎么连?靠过盈压套还是碳纤维直接缠绕金属件?工艺复杂度翻倍,成本蹭蹭涨。所以现在只在赛车、高端无人机上看见碳纤维轴,工业里很少用,不划算。
碳纤维加工金刚石涂层刀具切削特写
还有人想用玻璃纤维冒充碳纤维?外观处理一下真像,可强度差远了。玻纤拉伸强度才碳纤的一半不到,模量更没得比。但玻纤便宜,绝缘,不生锈,在化工槽罐、风机叶片上还是主力。
问:怎么简单分辨碳纤维和染黑的玻璃纤维?
答:测电阻。碳纤维导电,玻纤不导电。万用表一搭就知道。实在不行烧一下,碳纤维烧完是灰色纤维状,玻纤熔成玻璃珠。但注意防火。
再说个新路子——热塑性碳纤维。用尼龙或者PEEK基体,加热软化,可以冲压、焊接、甚至3D打印。这比热固性的环氧树脂好修整多了,回收也方便。德国人2024年搞了个项目,把废旧热塑性碳纤维搅碎,再模压成新的结构件,性能保持80%以上,有点意思。
问:热塑性碳纤维是不是比热固性好?现在工业在推吗?
答:看场合。热塑性的是韧性好、可回收,但耐温不如高端热固性,而且浸渍工艺难,空隙率难控制。航空航天还是热固性的天下,宝马i系列的碳纤维车身就是热固性的。工业领域,像无人机、机械臂这类,热塑性开始进来了,因为便宜而且能快速成型。去年深圳有家公司用热塑性碳纤做注塑级料,把成本压到铝的1.2倍,已经用在协作机器人上。这事儿有看头。
🚀 2025年,碳纤维的几个破局点
成本,永远是第一道坎。大丝束碳纤维(48K以上)现在能做到每公斤100块出头,但性能差些。小丝束的强度高,贵。中间路线是混合丝束铺层,设计好了能把成本降两成。
回收技术也在冒头。热解回收、流化床回收,能把碳纤维丝从树脂里“溶”出来,虽然强度会降,但做非结构件足够了。欧盟法规逼着汽车用可回收材料,这倒成了推力。
3D打印用连续碳纤维,Markforged、Desktop Metal的设备已经能打出拉压强度接近铝合金的零件,就是慢。今年据说有个国产团队搞出了多轴连续纤维打印头,速度提了三倍。如果真能成,小批量复杂件就太香了。
碳纤维这材料,说是“黑色黄金”没错,但黄金会拿来垫桌脚吗?用对地方,它是杀手锏;用错,就是吸金黑洞。老李后来换了120度顶角的金刚石铣刀,重新调了路径,废品率总算压到15%,虽然还是疼,但好歹能交差。下次再有人跟你吹碳纤维多牛逼,记得问一句:您试过批量铣它吗?
碳纤维零件崩边分层显微特写
更头疼的是,碳纤维粉尘导电——飘进电器柜,短路可不是闹着玩的。我们车间有一次除尘没做好,直接烧了一台驱动器。教训啊。
问:都说碳纤维比强度高,那它到底能替代金属吗?比如做传动轴?
答:替代部分可以,全部替代?想多了。碳纤维的抗扭刚度很好,但连接是个大麻烦。胶接怕老化,螺栓孔必须特殊处理,还会产生电偶腐蚀——跟铝合金放一起,时间一长,铝件边上一圈白粉。传动轴如果用碳纤维,两端还得留金属法兰盘,怎么连?靠过盈压套还是碳纤维直接缠绕金属件?工艺复杂度翻倍,成本蹭蹭涨。所以现在只在赛车、高端无人机上看见碳纤维轴,工业里很少用,不划算。
碳纤维加工金刚石涂层刀具切削特写
还有人想用玻璃纤维冒充碳纤维?外观处理一下真像,可强度差远了。玻纤拉伸强度才碳纤的一半不到,模量更没得比。但玻纤便宜,绝缘,不生锈,在化工槽罐、风机叶片上还是主力。
问:怎么简单分辨碳纤维和染黑的玻璃纤维?
答:测电阻。碳纤维导电,玻纤不导电。万用表一搭就知道。实在不行烧一下,碳纤维烧完是灰色纤维状,玻纤熔成玻璃珠。但注意防火。
再说个新路子——热塑性碳纤维。用尼龙或者PEEK基体,加热软化,可以冲压、焊接、甚至3D打印。这比热固性的环氧树脂好修整多了,回收也方便。德国人2024年搞了个项目,把废旧热塑性碳纤维搅碎,再模压成新的结构件,性能保持80%以上,有点意思。
问:热塑性碳纤维是不是比热固性好?现在工业在推吗?
答:看场合。热塑性的是韧性好、可回收,但耐温不如高端热固性,而且浸渍工艺难,空隙率难控制。航空航天还是热固性的天下,宝马i系列的碳纤维车身就是热固性的。工业领域,像无人机、机械臂这类,热塑性开始进来了,因为便宜而且能快速成型。去年深圳有家公司用热塑性碳纤做注塑级料,把成本压到铝的1.2倍,已经用在协作机器人上。这事儿有看头。
🚀 2025年,碳纤维的几个破局点
成本,永远是第一道坎。大丝束碳纤维(48K以上)现在能做到每公斤100块出头,但性能差些。小丝束的强度高,贵。中间路线是混合丝束铺层,设计好了能把成本降两成。
回收技术也在冒头。热解回收、流化床回收,能把碳纤维丝从树脂里“溶”出来,虽然强度会降,但做非结构件足够了。欧盟法规逼着汽车用可回收材料,这倒成了推力。
3D打印用连续碳纤维,Markforged、Desktop Metal的设备已经能打出拉压强度接近铝合金的零件,就是慢。今年据说有个国产团队搞出了多轴连续纤维打印头,速度提了三倍。如果真能成,小批量复杂件就太香了。
碳纤维这材料,说是“黑色黄金”没错,但黄金会拿来垫桌脚吗?用对地方,它是杀手锏;用错,就是吸金黑洞。老李后来换了120度顶角的金刚石铣刀,重新调了路径,废品率总算压到15%,虽然还是疼,但好歹能交差。下次再有人跟你吹碳纤维多牛逼,记得问一句:您试过批量铣它吗?
💡参数漂亮,干活要命——碳纤维的真实一面
碳纤维的拉伸强度能到6GPa,密度1.8,是铝的一半,钢的五分之一。热膨胀系数小得可以忽略,在精密设备上优势巨大。说实话,看数据没人不心动。但一上机床,问题全来了。 各向异性,懂?就是顺着纤维方向硬得跟钻石似的,垂直方向一压就碎。这就是分层、崩边的根源。很多人拿它当金属使,进给量、转速照搬铝合金,结果……惨不忍睹。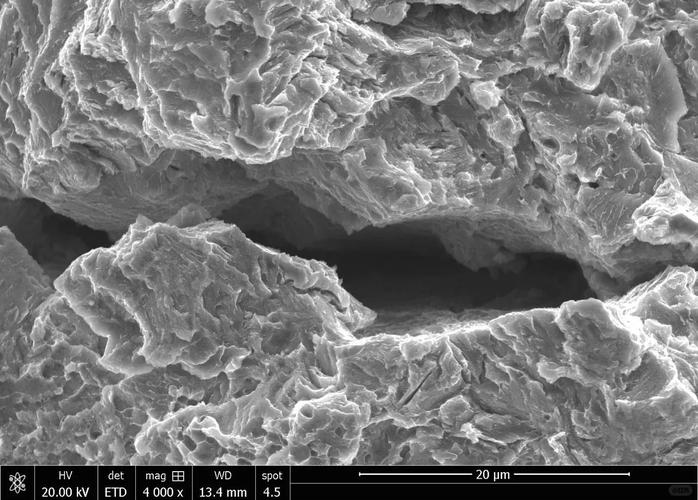 碳纤维零件崩边分层显微特写
更头疼的是,碳纤维粉尘导电——飘进电器柜,短路可不是闹着玩的。我们车间有一次除尘没做好,直接烧了一台驱动器。教训啊。
问:都说碳纤维比强度高,那它到底能替代金属吗?比如做传动轴?
答:替代部分可以,全部替代?想多了。碳纤维的抗扭刚度很好,但连接是个大麻烦。胶接怕老化,螺栓孔必须特殊处理,还会产生电偶腐蚀——跟铝合金放一起,时间一长,铝件边上一圈白粉。传动轴如果用碳纤维,两端还得留金属法兰盘,怎么连?靠过盈压套还是碳纤维直接缠绕金属件?工艺复杂度翻倍,成本蹭蹭涨。所以现在只在赛车、高端无人机上看见碳纤维轴,工业里很少用,不划算。
碳纤维零件崩边分层显微特写
更头疼的是,碳纤维粉尘导电——飘进电器柜,短路可不是闹着玩的。我们车间有一次除尘没做好,直接烧了一台驱动器。教训啊。
问:都说碳纤维比强度高,那它到底能替代金属吗?比如做传动轴?
答:替代部分可以,全部替代?想多了。碳纤维的抗扭刚度很好,但连接是个大麻烦。胶接怕老化,螺栓孔必须特殊处理,还会产生电偶腐蚀——跟铝合金放一起,时间一长,铝件边上一圈白粉。传动轴如果用碳纤维,两端还得留金属法兰盘,怎么连?靠过盈压套还是碳纤维直接缠绕金属件?工艺复杂度翻倍,成本蹭蹭涨。所以现在只在赛车、高端无人机上看见碳纤维轴,工业里很少用,不划算。
🧰 加工碳纤维?跟想象完全两码事
传统机加工那一套,在这儿多半吃瘪。刀具必须用金刚石涂层或聚晶金刚石,普通硬质合金上去几分钟就钝。转速要高,进给要小,还得加冷却——咦,碳纤维不能加冷却液?吸水了性能就变。所以得干切或气冷,那粉尘……必须强力除尘。 水刀切割算个出路,但边缘吸水也是个隐患。超声波辅助加工这几年兴起,振动能让切削力降个百分之二三十,刀具寿命也长点儿。不过设备贵啊。 碳纤维加工金刚石涂层刀具切削特写
还有人想用玻璃纤维冒充碳纤维?外观处理一下真像,可强度差远了。玻纤拉伸强度才碳纤的一半不到,模量更没得比。但玻纤便宜,绝缘,不生锈,在化工槽罐、风机叶片上还是主力。
问:怎么简单分辨碳纤维和染黑的玻璃纤维?
答:测电阻。碳纤维导电,玻纤不导电。万用表一搭就知道。实在不行烧一下,碳纤维烧完是灰色纤维状,玻纤熔成玻璃珠。但注意防火。
再说个新路子——热塑性碳纤维。用尼龙或者PEEK基体,加热软化,可以冲压、焊接、甚至3D打印。这比热固性的环氧树脂好修整多了,回收也方便。德国人2024年搞了个项目,把废旧热塑性碳纤维搅碎,再模压成新的结构件,性能保持80%以上,有点意思。
问:热塑性碳纤维是不是比热固性好?现在工业在推吗?
答:看场合。热塑性的是韧性好、可回收,但耐温不如高端热固性,而且浸渍工艺难,空隙率难控制。航空航天还是热固性的天下,宝马i系列的碳纤维车身就是热固性的。工业领域,像无人机、机械臂这类,热塑性开始进来了,因为便宜而且能快速成型。去年深圳有家公司用热塑性碳纤做注塑级料,把成本压到铝的1.2倍,已经用在协作机器人上。这事儿有看头。
碳纤维加工金刚石涂层刀具切削特写
还有人想用玻璃纤维冒充碳纤维?外观处理一下真像,可强度差远了。玻纤拉伸强度才碳纤的一半不到,模量更没得比。但玻纤便宜,绝缘,不生锈,在化工槽罐、风机叶片上还是主力。
问:怎么简单分辨碳纤维和染黑的玻璃纤维?
答:测电阻。碳纤维导电,玻纤不导电。万用表一搭就知道。实在不行烧一下,碳纤维烧完是灰色纤维状,玻纤熔成玻璃珠。但注意防火。
再说个新路子——热塑性碳纤维。用尼龙或者PEEK基体,加热软化,可以冲压、焊接、甚至3D打印。这比热固性的环氧树脂好修整多了,回收也方便。德国人2024年搞了个项目,把废旧热塑性碳纤维搅碎,再模压成新的结构件,性能保持80%以上,有点意思。
问:热塑性碳纤维是不是比热固性好?现在工业在推吗?
答:看场合。热塑性的是韧性好、可回收,但耐温不如高端热固性,而且浸渍工艺难,空隙率难控制。航空航天还是热固性的天下,宝马i系列的碳纤维车身就是热固性的。工业领域,像无人机、机械臂这类,热塑性开始进来了,因为便宜而且能快速成型。去年深圳有家公司用热塑性碳纤做注塑级料,把成本压到铝的1.2倍,已经用在协作机器人上。这事儿有看头。
🚀 2025年,碳纤维的几个破局点
 🚀 2025年,碳纤维的几个破局点
成本,永远是第一道坎。大丝束碳纤维(48K以上)现在能做到每公斤100块出头,但性能差些。小丝束的强度高,贵。中间路线是混合丝束铺层,设计好了能把成本降两成。
回收技术也在冒头。热解回收、流化床回收,能把碳纤维丝从树脂里“溶”出来,虽然强度会降,但做非结构件足够了。欧盟法规逼着汽车用可回收材料,这倒成了推力。
3D打印用连续碳纤维,Markforged、Desktop Metal的设备已经能打出拉压强度接近铝合金的零件,就是慢。今年据说有个国产团队搞出了多轴连续纤维打印头,速度提了三倍。如果真能成,小批量复杂件就太香了。
碳纤维这材料,说是“黑色黄金”没错,但黄金会拿来垫桌脚吗?用对地方,它是杀手锏;用错,就是吸金黑洞。老李后来换了120度顶角的金刚石铣刀,重新调了路径,废品率总算压到15%,虽然还是疼,但好歹能交差。下次再有人跟你吹碳纤维多牛逼,记得问一句:您试过批量铣它吗?
🚀 2025年,碳纤维的几个破局点
成本,永远是第一道坎。大丝束碳纤维(48K以上)现在能做到每公斤100块出头,但性能差些。小丝束的强度高,贵。中间路线是混合丝束铺层,设计好了能把成本降两成。
回收技术也在冒头。热解回收、流化床回收,能把碳纤维丝从树脂里“溶”出来,虽然强度会降,但做非结构件足够了。欧盟法规逼着汽车用可回收材料,这倒成了推力。
3D打印用连续碳纤维,Markforged、Desktop Metal的设备已经能打出拉压强度接近铝合金的零件,就是慢。今年据说有个国产团队搞出了多轴连续纤维打印头,速度提了三倍。如果真能成,小批量复杂件就太香了。
碳纤维这材料,说是“黑色黄金”没错,但黄金会拿来垫桌脚吗?用对地方,它是杀手锏;用错,就是吸金黑洞。老李后来换了120度顶角的金刚石铣刀,重新调了路径,废品率总算压到15%,虽然还是疼,但好歹能交差。下次再有人跟你吹碳纤维多牛逼,记得问一句:您试过批量铣它吗?