工业传感器落地实录:别再被“智能”忽悠了,聊聊那些真正管用的技术
传感器这玩意儿,在工厂里简直是神经末梢。没它们,再牛的控制系统也是瞎子。可这几年风向变得厉害——开口闭口“智能传感器”,好像不沾点儿AI都不好意思摆出来。说实话,我见过太多项目,钱砸了,demo跑得欢,一到产线就拉胯。怎么回事?
 工业车间内多种传感器安装实拍
问题出在根上:很多人没搞清“数据采集”和“用数据”是两码事。你装一百个振动传感器,要是只会盯着报警阈值,那跟二十年前的有啥区别?还得派人去现场拧螺丝检查,该停机照样停机。这事儿我去年在一个风电齿轮箱项目上体会极深。
工业车间内多种传感器安装实拍
问题出在根上:很多人没搞清“数据采集”和“用数据”是两码事。你装一百个振动传感器,要是只会盯着报警阈值,那跟二十年前的有啥区别?还得派人去现场拧螺丝检查,该停机照样停机。这事儿我去年在一个风电齿轮箱项目上体会极深。
当时我们用的是普通 IEPE 加速度计,采样率开到 25.6 kHz,数据呼呼地往里灌。结果呢?边缘网关先崩了——存储爆掉,传输延迟大到离谱。后来换了一款带片上信号处理的 MEMS 传感器,直接输出峭度、歪度这些时域特征,甚至能跑简单的 FFT。那一瞬间我突然明白:真正的智能,不是在云端,是在传感器封装里把脏活累活先干了。❗
IO-Link 不是万能胶,但真的好用
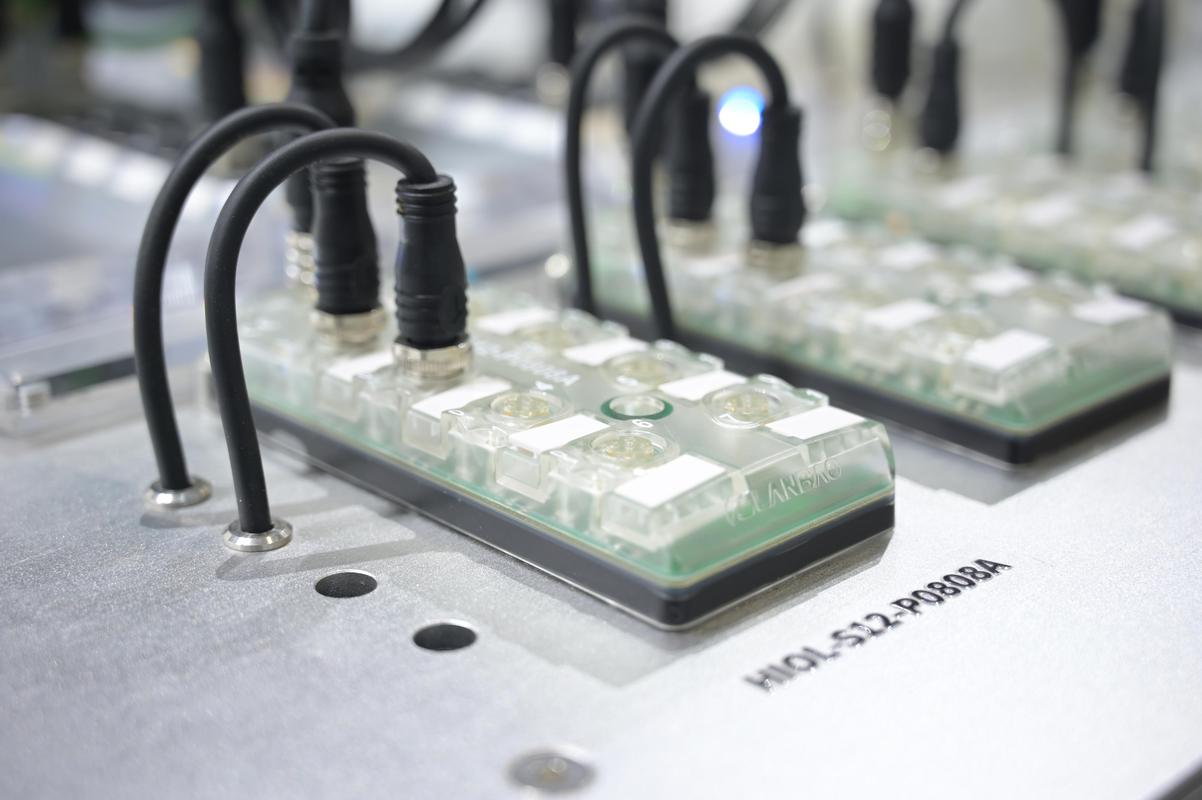
很多厂家吹 IO-Link 吹得天花乱坠,好像一根线解决所有。没那么神。但说实话,换了它之后,光电开关、接近开关的参数配置确实省心太多。以前换个传感器,得拿着手操器钻进电柜调半天,现在中控室远程点点鼠标就行。✅
不过,麻烦藏在细节里:IOLink 主站的轮询时间。有一次我遇到个怪事——高速贴片机上的光幕偶尔漏报,查了三天。最后发现是主站循环时间没算对,数据包碰撞了。这种坑,厂家 datasheet 从来不写。所以啊,上 IO-Link 之前,一定先把自家总线的时序图扒一遍!💡
问:都说智能传感器能“预测性维护”,到底怎么个预测法?是不是装上就能自动报警?
答:你想多了。预测性维护的核心不是传感器,是故障模型。传感器只是采数据的。你得先知道轴承剥落、齿轮裂纹在频域上长什么样,才能让算法去抓特征。没有领域知识,再多数据也是噪声。比如说,某个泵的叶轮磨损,早期会在 0.5x 转频处出现一个很弱的边带,这个你不告诉算法,它根本识别不了。所以第一步永远是积累历史故障样本——这往往要一两年。急不得。
但是!别让机电工程师调模型!这绝对是血泪教训。他们擅长梯形图,对分类器参数毫无感觉,容易 overfitting。最好由数据工程师把初始模型训练好,封成固件烧进去。不然线上跑着跑着就抽风,你都不知道咋回事。
边缘计算智能传感器内部电路特写
问:现在很多传感器都有无线功能,工业上用靠谱吗?会不会丢数据?
答:看场景。如果你要在几百米长的回转窑上拽电缆,那无线绝对是救世主。我们用过 LoRaWAN 的温度传感器,穿透力强,功耗低,两年没换电池。但高速旋转部件——比如主轴——千万别用无线供电传感器,能量采集那点儿功率根本撑不住高频采样。另外,工业无线最大的敌人不是距离,是多径效应和电磁干扰。变频器一开,某些频段直接瘫痪。所以必须做现场频谱调查,别信厂家那张“理想环境”下的距离图。❗
传感器这行水太深,一天一个样。但归根结底,别被“智能化”噱头带偏,先弄清楚你的工艺痛点到底需要什么量、什么频率、什么环境适应能力。选型时多看看温漂、交叉灵敏度这些硬指标,少听那些PPT上的“赋能”故事。毕竟,传感器不会撒谎——它只会把残酷的现实,一五一十地甩到你脸上。
 工业车间内多种传感器安装实拍
问题出在根上:很多人没搞清“数据采集”和“用数据”是两码事。你装一百个振动传感器,要是只会盯着报警阈值,那跟二十年前的有啥区别?还得派人去现场拧螺丝检查,该停机照样停机。这事儿我去年在一个风电齿轮箱项目上体会极深。
工业车间内多种传感器安装实拍
问题出在根上:很多人没搞清“数据采集”和“用数据”是两码事。你装一百个振动传感器,要是只会盯着报警阈值,那跟二十年前的有啥区别?还得派人去现场拧螺丝检查,该停机照样停机。这事儿我去年在一个风电齿轮箱项目上体会极深。当时我们用的是普通 IEPE 加速度计,采样率开到 25.6 kHz,数据呼呼地往里灌。结果呢?边缘网关先崩了——存储爆掉,传输延迟大到离谱。后来换了一款带片上信号处理的 MEMS 传感器,直接输出峭度、歪度这些时域特征,甚至能跑简单的 FFT。那一瞬间我突然明白:真正的智能,不是在云端,是在传感器封装里把脏活累活先干了。❗
IO-Link 不是万能胶,但真的好用
 IO-Link 不是万能胶,但真的好用
很多厂家吹 IO-Link 吹得天花乱坠,好像一根线解决所有。没那么神。但说实话,换了它之后,光电开关、接近开关的参数配置确实省心太多。以前换个传感器,得拿着手操器钻进电柜调半天,现在中控室远程点点鼠标就行。✅
IO-Link 不是万能胶,但真的好用
很多厂家吹 IO-Link 吹得天花乱坠,好像一根线解决所有。没那么神。但说实话,换了它之后,光电开关、接近开关的参数配置确实省心太多。以前换个传感器,得拿着手操器钻进电柜调半天,现在中控室远程点点鼠标就行。✅不过,麻烦藏在细节里:IOLink 主站的轮询时间。有一次我遇到个怪事——高速贴片机上的光幕偶尔漏报,查了三天。最后发现是主站循环时间没算对,数据包碰撞了。这种坑,厂家 datasheet 从来不写。所以啊,上 IO-Link 之前,一定先把自家总线的时序图扒一遍!💡
问:都说智能传感器能“预测性维护”,到底怎么个预测法?是不是装上就能自动报警?
答:你想多了。预测性维护的核心不是传感器,是故障模型。传感器只是采数据的。你得先知道轴承剥落、齿轮裂纹在频域上长什么样,才能让算法去抓特征。没有领域知识,再多数据也是噪声。比如说,某个泵的叶轮磨损,早期会在 0.5x 转频处出现一个很弱的边带,这个你不告诉算法,它根本识别不了。所以第一步永远是积累历史故障样本——这往往要一两年。急不得。
边缘计算下沉到传感器,是个好事儿?
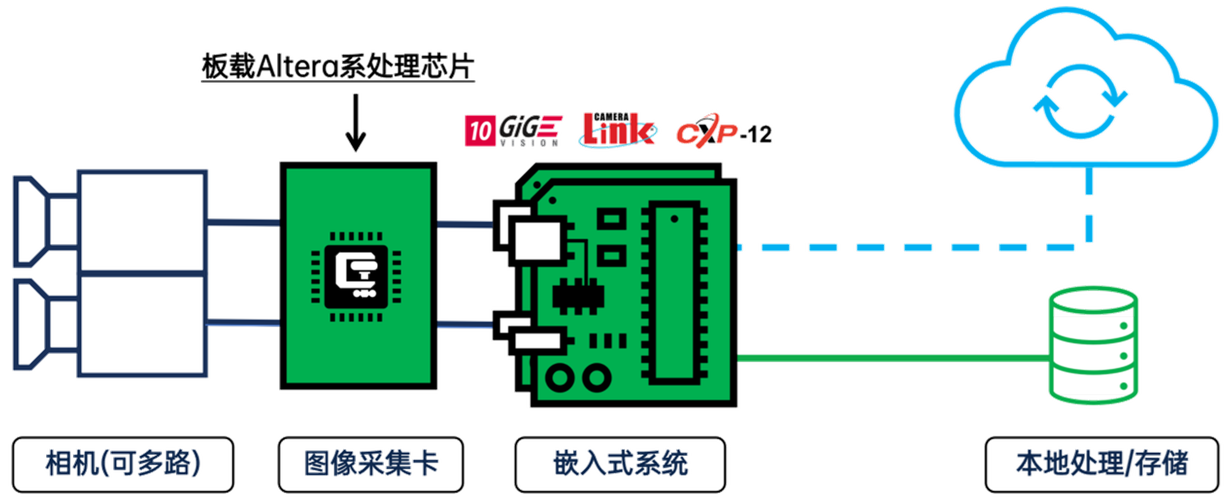
现在有的传感器直接内置微型处理器,比如 ST 的 ISM330DHCX,能做有限状态机和机器学习核。这意味着一些简单逻辑不用经过PLC,传感器自己就能判断“堵转”、“空转”,并触发动作。这对响应速度要求极高的场景——比如冲压模具保护——简直是救命。我曾经用这种方案把反应时间从 15ms 压缩到 2ms,避免了一次价值二十万的模具撞毁。现在想起来还后背发凉。😱但是!别让机电工程师调模型!这绝对是血泪教训。他们擅长梯形图,对分类器参数毫无感觉,容易 overfitting。最好由数据工程师把初始模型训练好,封成固件烧进去。不然线上跑着跑着就抽风,你都不知道咋回事。
 边缘计算智能传感器内部电路特写
问:现在很多传感器都有无线功能,工业上用靠谱吗?会不会丢数据?
边缘计算智能传感器内部电路特写
问:现在很多传感器都有无线功能,工业上用靠谱吗?会不会丢数据?答:看场景。如果你要在几百米长的回转窑上拽电缆,那无线绝对是救世主。我们用过 LoRaWAN 的温度传感器,穿透力强,功耗低,两年没换电池。但高速旋转部件——比如主轴——千万别用无线供电传感器,能量采集那点儿功率根本撑不住高频采样。另外,工业无线最大的敌人不是距离,是多径效应和电磁干扰。变频器一开,某些频段直接瘫痪。所以必须做现场频谱调查,别信厂家那张“理想环境”下的距离图。❗
最后聊聊“融合”和“触觉”
这几年我特喜欢玩一种叫“多物理量融合传感器”的东西。比如把振动、温度、磁场都集成在一个封装里。这玩意儿用于电机状态监测绝了——匝间短路会导致漏磁异常,纯振动还看不出来,但加上磁场分量,诊断准确性直接上了一个台阶。还有触觉传感器,以前只在协作机器人上见到,现在已经开始往 AGV 防撞条里渗透了,响应比激光雷达还快。不过价格还是贵,一片阵列三五千,够买十个普通光电开关。只能等国产替代,唉。传感器这行水太深,一天一个样。但归根结底,别被“智能化”噱头带偏,先弄清楚你的工艺痛点到底需要什么量、什么频率、什么环境适应能力。选型时多看看温漂、交叉灵敏度这些硬指标,少听那些PPT上的“赋能”故事。毕竟,传感器不会撒谎——它只会把残酷的现实,一五一十地甩到你脸上。