先进陶瓷:耐高温、抗腐蚀,工业界的“硬骨头”是怎样炼成的?
你知道吗?陶瓷这玩意儿,远不是碗碟花瓶那么简单。我去年参观一家化工泵厂,看到他们拆开的泵壳,里面那个黑黢黢的零件——手指一弹,声音脆得像敲钢板。工程师说:这是碳化硅陶瓷,比硬质合金还耐磨十倍。十倍啊!我当场就愣住了。
那种感觉,就像你以为隔壁老王只会写毛笔字,结果发现他是个散打冠军。
 工业碳化硅陶瓷零件展示
工业碳化硅陶瓷零件展示
不是你想的那种陶瓷
 不是你想的那种陶瓷
不是你想的那种陶瓷
传统陶瓷,黏土、石英、长石,烧一烧,出来个花瓶,生怕摔了。但先进陶瓷呢?学名叫工程陶瓷或精细陶瓷。原材料是人工合成的超纯粉末,什么氧化铝、氧化锆、氮化硅、碳化硅……这些东西压成形,在1600°C以上的高温里烧结,有些甚至要2000°C。过程变态吧?出来的东西更变态:硬度仅次于金刚石,耐高温,耐腐蚀,不导电,有时候还透光。天,这哪是陶瓷,简直是开挂的怪物。
不过话说回来,这种材料也不是没弱点——它脆。一说到脆,工程师就头疼。
这些场景,它真能扛
 这些场景,它真能扛
这些场景,它真能扛
你猜什么地方最离不开先进陶瓷?不是艺术品,是炼狱般的地方。比如石化厂的机械密封,泵里面高速旋转,介质腐蚀性极强,金属扛不住,只有陶瓷密封环能顶个一年半载。再比如火力发电厂的脱硫喷嘴,浆液冲刷,陶瓷上去,寿命翻三倍。还有LED封装基板、人工关节、防弹插板……简直了,全是硬骨头。
💡我印象最深的是陶瓷轴承。全陶瓷轴承,无油自润滑,用在半导体设备、食品机械里,干净得像手术室。就是贵,一个小轴承上千块,但不出问题。你想想,生产线停一分钟损失多少?
造一块能用的,有多难?
工艺复杂得让我想摔杯子。拿氧化锆陶瓷说,粉体制备要控制粒径,纳米级的;成形容易裂,等静压压制要几百兆帕;烧结时收缩率不均匀,出来就翘曲;精密加工更惨,只能用金刚石磨具,一点点蹭,蹭过头就崩边。一个不起眼的喷嘴,良品率可能就60%。
❗而且,没人跟你保证批次一致性。同一天、同一个炉子,炉顶和炉底的性能都有差异。这就是为什么高端陶瓷零件,很多是人工逐件检测——钱堆出来的。
问:先进陶瓷和传统陶瓷烧制有什么区别?
答:传统陶瓷通常在1200-1400°C之间,空气气氛;先进陶瓷大多需要在保护气氛或真空里,温度更高,比如烧结碳化硅要到2000°C以上,而且对升降温速率苛刻。烧出来不是就行了,可能还要热等静压处理,消除内部缺陷。整个工艺链长了不止一倍。
问:工业上怎么解决陶瓷的脆性问题?
答:脆是陶瓷的本性,因为原子键强且方向性,位错难移动。工程上不是消除脆性,而是利用。通过增韧——比如氧化锆相变增韧、纤维补强——让裂纹扩展阻力变大。设计上也很重要,避免尖角、应力集中,把陶瓷做成受压不受拉。很多时候,坏就坏在安装时多拧了半圈。说实话,陶瓷零件就是个祖宗。
未来:陶瓷还能干啥?
现在最火的是半导体设备里的陶瓷部件:晶圆承载台、气体喷嘴、等离子体腔体。纯度要求变态,99.99%都不够,要ppb级。还有固态电池里的陶瓷电解质,如果能突破界面阻抗,电动车续航翻倍不是梦。我看好透明陶瓷,能做激光器增益介质,防弹窗口。甚至航天飞机隔热瓦,也是陶瓷纤维。
但现实有点冷:国内能做高端粉体的厂家两只手数得过来。高端产品还是信赖日本、德国的牌子。比如日本某家氧化锆粉,一公斤比我们一台设备还贵。差距啊,不服不行。
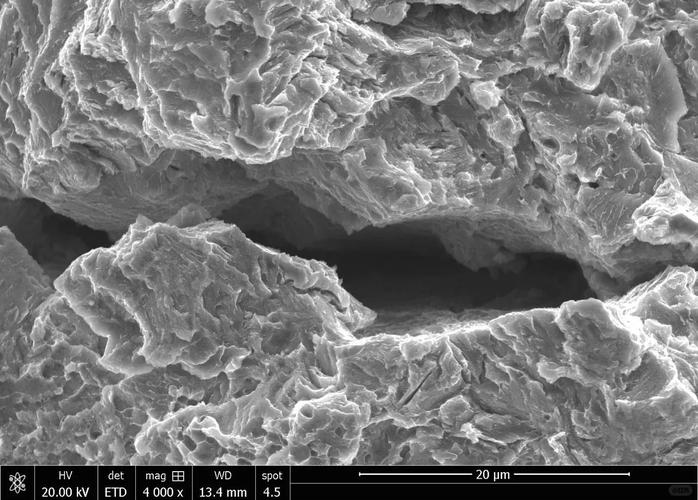
 半导体设备陶瓷气体喷嘴微观结构
半导体设备陶瓷气体喷嘴微观结构
行了,扯了这么多,就是想说:陶瓷这行,水深,也暗藏机会。下次你看到一块不起眼的灰黑色零件,没准就是几百道工序出来的宝贝。啧,工业的魅力,往往就在这种细节里。