航空复合材料:碳纤维真的那么神?一个从业者的碎碎念
说实话,干这行二十多年,看着“复合材料”这词儿从实验室飞入寻常车间,心里五味杂陈。每次销售拿着碳纤维样件眉飞色舞——轻!强!耐腐蚀!——我都想说,你先别急着吹,那玩意儿娇贵着呢。
不过话说回来,航空制造这领域,没它还真不行。减重就是省钱,省油,一架787,复合材料用了50%以上,你不得不服。✅
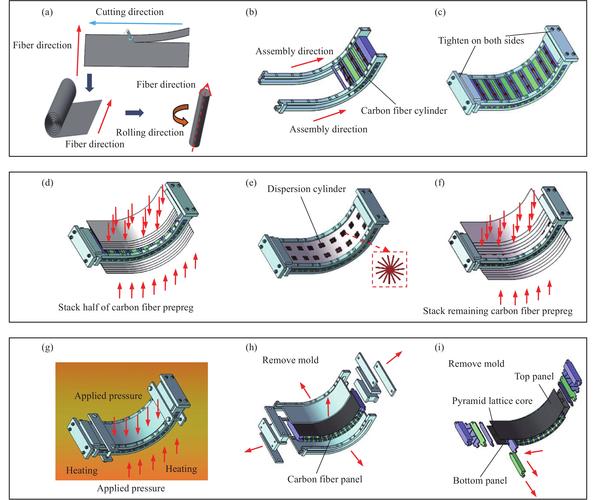
 航空碳纤维复合材料机翼铺层工艺
航空碳纤维复合材料机翼铺层工艺
碳纤维的诱惑:减重30%不是梦
数字不会骗人。同样强度的零件,碳纤维比铝合金轻30%到40%。波音777X的机翼,那根大梁,要是金属的,得多重?用碳纤维预浸料,自动铺丝机绕啊绕,出来一根黑亮黑亮的家伙,轻得让你怀疑是不是拿错了。而且——它抗疲劳啊!金属折腾久了会裂,碳纤维?几乎没疲劳极限。这是根上的优势。
但...
问题也就出在这儿。它不像金属,各向同性。碳纤维是各~向~异~性!设计时你非得算得死死的,哪个方向受力,纤维就朝哪个方向铺。顺纹的强度吓人,垂直纹的强度跟豆腐渣似的。💡 稍不留神,零件就废了。
 碳纤维复合材料各向异性力学性能示意图
碳纤维复合材料各向异性力学性能示意图
现实打脸:那些年我们踩过的坑
 现实打脸:那些年我们踩过的坑
现实打脸:那些年我们踩过的坑
记得有家供应商,给某机型做垂尾。设计图六面完美,仿真数据漂亮得不行。一上试验台,加载到80%极限载荷,“咔嚓”一声,裂了。一查,铺层角度偏了那么一丢丢。就一丢丢。2度。满盘皆输。那个惨...
还有个头疼的——电化学腐蚀。碳纤维和铝合金碰到一起,那叫一个热闹。碳纤维是阴极,铝是阳极,一通电化学反应,铝件嘎嘎就烂了。现在设计全得加隔离层,玻璃纤维预浸料,或者涂防腐涂层。麻烦!
问:那为啥不直接用钛合金跟碳纤维搭?
答:说得轻巧。钛合金贵啊,加工又难。而且钛和碳纤维搭,热膨胀系数差得远,温度一变,应力全出来了。还是得靠设计补偿。说白了,复合材料这行,设计是灵魂,制造是骨架。
维修?简直是一场噩梦
 维修?简直是一场噩梦
维修?简直是一场噩梦
复合材料零件坏了咋整?金属零件,你焊一下,铆一下,敲敲打打还能用。碳纤维?裂了就是裂了,没法修。你以为像补衣服?挖掉损伤区域,一层层重新铺,再进热压罐固化。挖多大?按手册来,通常得是损伤面积的十几倍。一个针眼大的冲击损伤,说不定得挖巴掌大。然后固化完了再检测,超声波A扫,C扫... 工时哗哗的。航空公司心疼啊,飞机趴一天多少钱?所以复合材料结构虽然轻,全寿命成本到底划不划算,现在还有争论。
不过最近有进步——外场快速修理方案多起来了。用紫外光固化预浸料,或者双组分环氧,不用热压罐,拿热补仪就能凑合。但强度只能恢复到原来的七八成。够呛。
问:听说有自修复复合材料了?
答:实验室里的确玩出花了。微胶囊、液芯纤维,裂纹一扩展,胶囊破裂,修复剂流出来固化。听着神吧?但离航空应用还远得很。修复剂耐温不够,疲劳寿命不确定,FAA和EASA能让你用?做梦。估计还得十年八年的。
热塑性复合材料:下一个风口?
 热塑性复合材料:下一个风口?
热塑性复合材料:下一个风口?
目前用量最大的还是热固性——环氧树脂为主。固化慢,不可逆。这几年热塑性复合材料突然火起来了,PEEK、PEKK,耐高温,还特么能回收!对,能回收!热固性切下来就是垃圾,热塑性的边角料可以重新熔了注塑。环保大旗下,这诱惑力太大。再者,热塑性可以快速冲压成型,不用进热压罐躺半天,生产节拍蹭蹭上去了。
可难啊。熔融粘度高得像麦芽糖,浸渍纤维费老劲。而且高温下,那薄膜、那板材,铺叠技术全是新挑战。目前也就一些小件能批量,比如空客A350的一些支架、夹子。路还长。
但我还是挺激动的。真的。每次看到热塑性原位固结,看那激光带着铺丝头刷刷地走,一层层搞定,不用后固化,那种流畅感... 这才是未来工厂的样子。❗
最后几句掏心窝的话
复合材料这行,干久了就知道,没有万能材料。碳纤维也不是银弹。你得懂它,顺着它。设计、仿真、工艺、检测,一个都不能掉链子。还要准备烧钱。那设备,自动铺丝机一台几千万;热压罐,那大锅炉,烧起电来心疼。可一旦搞成了,那性能,那减重效果,别的材料真没法比。
所以啊,别被销售忽悠,也别一棒子打死。踏踏实实研究,一毫米一毫米地铺,这才是正路。