石油炼化中的那些门道:从原油到产品,远不止分馏塔那么简单
干了二十年炼厂,越发觉得石油这东西真不是随便烧烧就完事儿的。你瞅瞅日常用的塑料、衣服、药片,哪样离得开石油?但人们一提炼油,脑子里就冒出一个大铁塔——常减压蒸馏装置。说实话,分馏只是开胃菜。
真正的重头戏在二次加工。催化裂化、加氢裂化、延迟焦化……这些词听着就硬核,操作起来更是提心吊胆。记得有回催化装置反应器跑剂,整个再生器温度飙到800多度,紧急切断进料,那手心汗都能接一杯。所以干这行久了,胆子越干越小。没错,越老越怂。
为什么说分馏是最不赚钱的环节?
原油进了常减压塔,按沸点切出石脑油、煤油、柴油、蜡油和渣油。你看这一串产品,价格都贴着地板——就赚个加工费。真正利润在后续的深加工。比如石脑油拿去裂解产乙烯、丙烯,再聚合成聚乙烯、聚丙烯,身价立马翻倍。更别提渣油进焦化装置,煅烧出来石油焦,有的直接做电极原料,那颗颗都是钱。
💡 去年跟一个地炼老板聊天,他说他们现在连油浆都不放过,抽提出芳烃油去调沥青,剩下的胶质再进焦化,整个吃干榨净。利润就这么抠出来的。
 石油炼厂催化裂化装置全景
石油炼厂催化裂化装置全景
目前最狠的玩法是炼化一体化。炼油和化工装置深度耦合,原油直接裂解制化学品,收率能到70%以上。恒力、浙石化这些新厂,后面都挂着几十万吨的聚烯烃和乙二醇装置。传统燃料型炼厂眼看着汽油需求见顶,不转型真得死。
渣油加氢还是焦化?这是个问题
每回遇到重油轻质化方案选择,油头工艺工程师就得挠头。渣油加氢吃氢厉害,一吨氢气成本快两千块,但液体收率高,产品硫含量低,环保友好。延迟焦化呢,设备简单,投资省,但产焦炭卖不上价,环保也头大。现在新建大项目清一色走渣油加氢路线,可老厂改造难啊——加氢反应器高压容器,原有地基、配管都得动,一折腾几个亿没了。
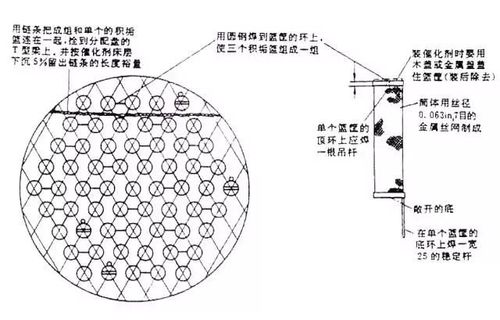 渣油加氢反应器内部结构
渣油加氢反应器内部结构
说个真事:山东某地炼的焦化塔开了八年,锥体减薄得不敢用,测厚仪一扫只剩五毫米。老板咬着牙割下来换新的,停工一个月,损失直接上千万。所以设备防腐、管道测厚这些看不见的功夫,才是炼厂寿命的底子。
QA问答:炼厂里的那些困惑
 QA问答:炼厂里的那些困惑
QA问答:炼厂里的那些困惑
问:为什么催化裂化再生器有时冒黄烟?
答:那是烟气中NOx高了。再生器内局部高温富氧,氮元素被氧化成氮氧化物。控制不好不光污染,还得交一大笔环保税。现在大部分装置都加SCR脱硝,喷氨水。但氨逃逸又是新问题,腐蚀下游省煤器。唉,环保总是连环套。
问:石油焦真的那么不值钱?
答:分种类。高硫石油焦(硫>3%)确实白菜价,很多电厂都不要,因为硫排放超标。但低硫焦(硫