新材料领域的碳纤维复合材料:工业轻量化的真实面孔
碳纤维,又爱又恨的工业新欢
第一次摸到碳纤维零件的时候,那种轻飘飘的质感让我后背发凉—— 这玩意儿真能扛得住? 后来看着它硬生生把铝合金比了下去,才明白什么叫“材料革命”。 可工业圈子里没人敢随便说爱它。为什么?太贵了。 不是材料本身贵,是加工贵、设计贵、维修贵——贵到你怀疑人生。 我见过一个小型航空件,模具费抵得上半套房子首付。
轻量化,不是省油那么简单
航空航天谈轻量化,每减重一公斤能省下几十万美元的燃料费; 汽车行业呢?新能源车为了续航,恨不得把底盘掏空。 碳纤维密度只有钢的1/4,强度却是钢的5倍以上。 这笔账谁都会算,但工艺复杂度让大多数工程师挠头。 碳纤维汽车零部件制造车间
去年在慕尼黑参展,一家德国公司展示的碳纤维传动轴——我拿起来掂了掂,
那种感觉就像拎着塑料管子,结果他们说扭矩承受力比传统钢轴高出30%。
说实话,当时心里冒出的第一个念头是:这要是不小心磕碰一下,维修报价得多少?
碳纤维汽车零部件制造车间
去年在慕尼黑参展,一家德国公司展示的碳纤维传动轴——我拿起来掂了掂,
那种感觉就像拎着塑料管子,结果他们说扭矩承受力比传统钢轴高出30%。
说实话,当时心里冒出的第一个念头是:这要是不小心磕碰一下,维修报价得多少?
批量生产?太难了。 热压罐工艺、树脂转移模塑、自动铺丝…… 每道工序都像在伺候艺术品,稍有不慎就报废整批。 而且不同领域的配方差别极大,飞机用高温环氧,汽车用快速固化热塑—— 配方一换,设备全部重调。
成本之痛:除了贵,还有啥?
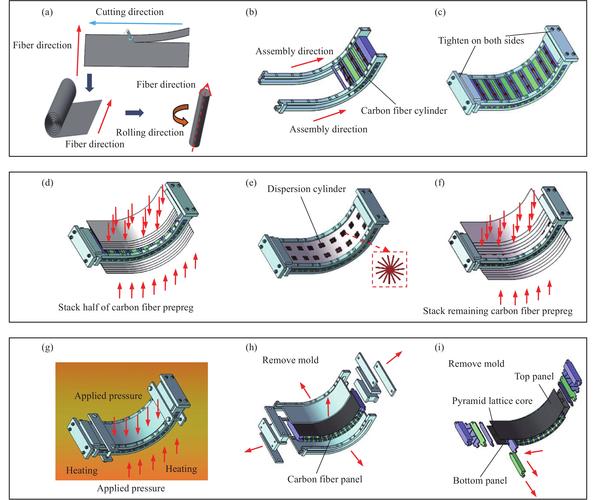
问:碳纤维复合材料到底贵在哪? 答:贵在生产链的每一个环节。 原丝制备——聚丙烯腈纤维要经过氧化、碳化,能耗惊人。 中间材料——预浸料需要低温储存,有效期短,就跟鲜牛奶似的。 成型工序——高压高温,模具还要高精度加工,一个航空级模具动辄百万。 更崩溃的是,检测还得超声波C扫,损伤容限评估花时间又烧钱。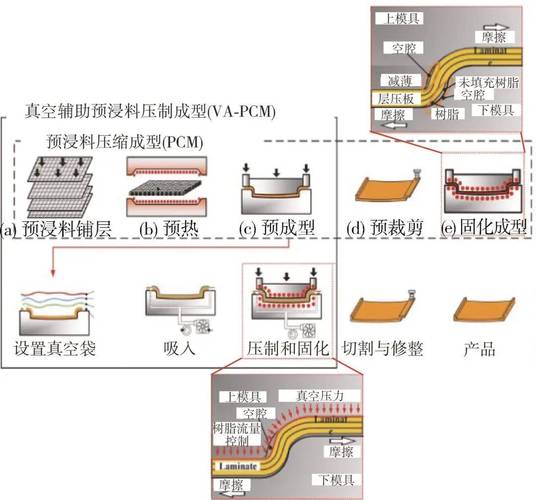 碳纤维复合材料层压工艺示意图
我认识一个做无人机机臂的创业团队,一开始信誓旦旦要用碳纤维,
结果打样三次就快破产了,最后灰溜溜用了玻纤增强尼龙。
他们苦笑着说:碳纤维?那是大厂的白月光,小厂的夺命符。
问:既然这么贵,为什么还在用?
答:因为某些场景下,不用碳纤维就没法玩了。
比如航天器的太阳能电池板框架,要求刚度极高、热膨胀系数几乎为零——
除了碳纤维,没别的材料能同时满足。
高压储氢罐也是,金属内胆太重,必须用碳纤维缠绕增强。
赛车、高端自行车、医疗器械,这些领域对性能的追求允许成本溢价。
碳纤维复合材料层压工艺示意图
我认识一个做无人机机臂的创业团队,一开始信誓旦旦要用碳纤维,
结果打样三次就快破产了,最后灰溜溜用了玻纤增强尼龙。
他们苦笑着说:碳纤维?那是大厂的白月光,小厂的夺命符。
问:既然这么贵,为什么还在用?
答:因为某些场景下,不用碳纤维就没法玩了。
比如航天器的太阳能电池板框架,要求刚度极高、热膨胀系数几乎为零——
除了碳纤维,没别的材料能同时满足。
高压储氢罐也是,金属内胆太重,必须用碳纤维缠绕增强。
赛车、高端自行车、医疗器械,这些领域对性能的追求允许成本溢价。
回收:环保口号下的技术烂尾
聊到碳纤维的可持续性,行业里很多人会突然沉默。 热固性树脂交联结构太强,回收时只能把树脂烧掉或化学降解, 留下的碳纤维短切后性能大幅下降。 曾经指望的热解回收法,设备投资大、能耗高,产出的纤维表面活性差。 更麻烦的是,回收纤维分级非常困难,长短不一、强度离散。 有企业尝试把它们掺进新料里用,结果零件机械性能忽高忽低,质检根本通不过。 我看到过一篇论文,说某种超临界流体技术能接近100%回收, 可产业化?遥遥无期。 现在大部分废料还是进了焚烧炉,烧掉高价值的纤维,只为了回收丁点热能—— 想想都浪费得心疼。 不过话说回来,2024年下半年开始,欧洲新规逼得紧, 汽车行业要求材料循环利用率达到95%,碳纤维复合材料首当其冲。 不解决回收问题,未来市场准入都成问题。一线实践:2025年的几个亮色
尽管槽点一堆,技术进步还是有的。 德国某公司搞出了“快速固化预浸料”,350℃下5分钟就能成型, 比传统热压罐缩短了90%时间,成本降了一大截。 日本那边则在玩“碳纤维增强热塑性塑料(CFRTP)”, 可以像冲压金属一样直接热压,还能二次熔融回收—— 虽然力学性能稍逊,但在民用领域够用了。 国内有几家风机叶片厂,开始用大丝束碳纤维替代部分玻纤, 叶片长度突破100米,功率提升明显。 但大丝束浸润性差,树脂流动不均匀,经常出现干斑, 他们工程师私下跟我说:每次开模都像开盲盒,心跳加速。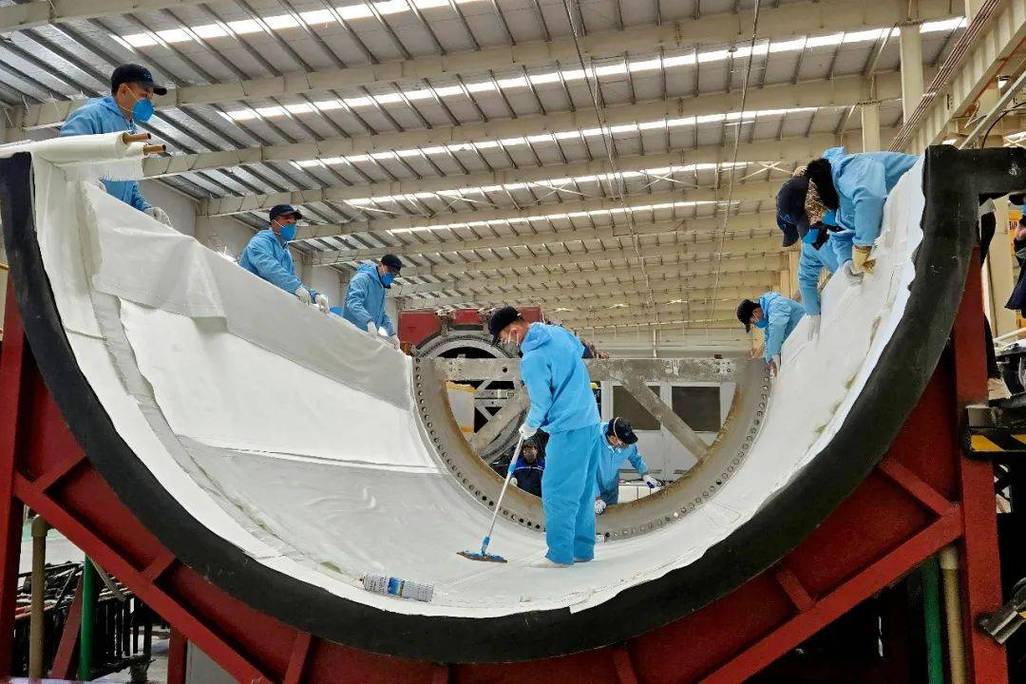 碳纤维风机叶片制造现场
人工智能也切入进来了。
铺层优化、缺陷在线检测、固化过程数字孪生——
这些技术让废品率从15%压到了5%以内。
不过算法需要海量数据喂养,小厂哪有那么多生产数据?
大厂又视数据为核心资产,不愿共享。
行业内的壁垒,有时候比材料本身的壁垒还高。
问:未来五年,碳纤维会像普通钢材一样普及吗?
答:不可能,也没必要。
它会继续守着高端领域,同时向下延伸一些半结构件。
真正值得期待的,是它与其它材料的混合——比如金属-碳纤维层压板,
或者智能材料嵌入传感光纤,让结构自带健康监测功能。
说到底,新材料不是要替代旧材料,而是扩展工业设计的边界。
碳纤维教会我们的,不是“怎样做更轻”,而是“如何接受不完美,并在局限中创新”。
这大概就是工业文明演进的本质吧——
总在缺陷中寻找突破,又在突破后面对新的缺陷。
碳纤维风机叶片制造现场
人工智能也切入进来了。
铺层优化、缺陷在线检测、固化过程数字孪生——
这些技术让废品率从15%压到了5%以内。
不过算法需要海量数据喂养,小厂哪有那么多生产数据?
大厂又视数据为核心资产,不愿共享。
行业内的壁垒,有时候比材料本身的壁垒还高。
问:未来五年,碳纤维会像普通钢材一样普及吗?
答:不可能,也没必要。
它会继续守着高端领域,同时向下延伸一些半结构件。
真正值得期待的,是它与其它材料的混合——比如金属-碳纤维层压板,
或者智能材料嵌入传感光纤,让结构自带健康监测功能。
说到底,新材料不是要替代旧材料,而是扩展工业设计的边界。
碳纤维教会我们的,不是“怎样做更轻”,而是“如何接受不完美,并在局限中创新”。
这大概就是工业文明演进的本质吧——
总在缺陷中寻找突破,又在突破后面对新的缺陷。