数控机床选型实录:我看过的坑,你千万别再交学费了
主轴不是转速的事儿,是真扭矩
搞了这么多年机加工,说实话,采购机床的时候十个人里有八个先盯着主轴转速看。12000转,15000转,觉得数字越大机器越猛——真不是这么回事儿。有一次我们车间试切一种高温合金,8000转的机器切得稳稳当当,旁边那台标着15000转的反而震得跟打桩机似的。后来一查参数,前者扭矩曲线在800转就冲到90牛米了,后者要到2000转才勉强到60。所以,扭矩!尤其低转速重切削的扭矩,比那最高转速值钱多了。你要是干模具、硬材料,主轴扭矩输出曲线必须翻烂了看。
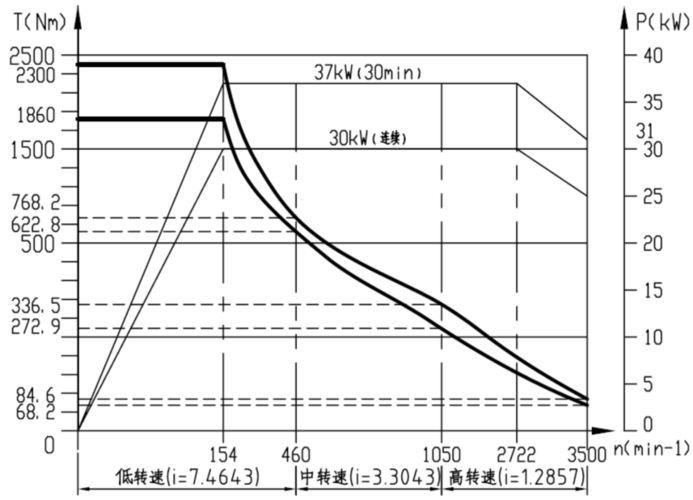 数控机床主轴扭矩曲线图对比
数控机床主轴扭矩曲线图对比
还有个容易漏的地方:伺服驱动跟电机的匹配。有的厂用大马拉小车,有的反过来。电机扭矩够了,驱动跟不上,就像举重运动员配了双绣花鞋——该摔还是摔。这块儿不亲眼看看波形图,光听销售吹?哼。
光栅尺和编码器,那套“全闭环”的魔法
说个真事儿:去年帮朋友验一台国产加工中心,激光干涉仪一打,定位精度标的是0.005mm,实测0.012mm。销售急得满头汗,说“我们用的是全闭环啊!”打开一看——光栅尺装是装了,但反馈只读到驱动器,数控系统半闭环摆着。典型“假全闭环”!所以现在我看机床,编码器和光栅尺的闭环回路必须从物理上走通,不是听名词。另外,光栅尺的安装位置也鬼得很,装在丝杠端头和装在工作台下面,受热变形影响完全不同。搞精密件,这个细节能搞疯你。❗
 全闭环数控机床光栅尺安装位置示意图
全闭环数控机床光栅尺安装位置示意图
刀库换刀速度,别被“刀对刀”忽悠瘸了
 刀库换刀速度,别被“刀对刀”忽悠瘸了
刀库换刀速度,别被“刀对刀”忽悠瘸了
样本上写换刀时间1.5秒,实际加工平均得4秒,为啥?因为那个1.5秒是“刀对刀”,也就是主轴抓刀松刀那个瞬间。整串动作——主轴抬到换刀点、刀库旋转、机械手交换、主轴下刀——加起来叫“切削对切削”。不信你拿秒表掐,很多号称2秒内的机器,“切对切”都要奔5秒去了。所以看参数,切削对切削换刀时间才有意义。要是搞批量铝件,一天几千次换刀,差的这几秒能吃掉你一整个班次的产量。💡
问:买数控机床,进口品牌一定比国产好吗?
答:这事儿要分两面看。十年前我肯定说进口的香——现在呢?国内像科德、海天精工这些,部分机型稳定性已经不输日系了,特别是在三轴立加上,价格能便宜30%-40%。但如果上五轴、车铣复合,或者加工材料特殊,比如航空钛合金,那德国瑞士的底蕴还是厚实。不过!德国机也不全靠谱,前年接触一个品牌,售后服务拖得人想砸机器。所以关键看具体型号和你要干的活儿,别迷信国籍。
问:怎么看机床的刚性和长期精度保持性?
 问:怎么看机床的刚性和长期精度保持性?
问:怎么看机床的刚性和长期精度保持性?
答:最简单粗暴——去用户现场看。看他们在切什么料,床身铸件振刀不振刀,听主轴负载时的声音。还有一招:带个百分表,让他们把机子停了,用手推一下主轴头,看看变形量多大。好的机床,你使劲推纹丝不动,差的晃悠半毫米。铸件壁厚设计、导轨宽度、丝杠预压,这些才是底子。另外,主轴轴承的润滑方式也极其关键,油脂润滑和油气润滑,寿命差好几倍。你要是预算宽裕,让厂家提供精度验收的球杆仪报告,那玩意儿骗不了人。
越来越鸡肋的“标配”,和哪些值得加钱
 越来越鸡肋的“标配”,和哪些值得加钱
越来越鸡肋的“标配”,和哪些值得加钱
有些功能,厂家捆绑销售你不觉得,买回来发现根本用不上。比如自动排屑器里的断屑功能,干铸铁还行,干钢件根本断不下来,还多花一两万。相反,主轴中心出水(CTS)我觉得是必备,特别是深孔钻、铣槽,刀具寿命能翻番,哪怕后期自己加装都值。还有工艺包,很多厂现在直接送宏程序,比如铣螺纹、打孔循环,不用自己编,省大事儿了。说到这,✅提醒一句:签合同前把技术细节白纸黑字写清楚,什么型号的NC系统,电机品牌,丝杠等级,要是不写,他们分分钟给换成低配。
最后,那个绕不过的精度问题
有人觉得机床精度就是出厂那个精度表,其实跑个三年才知道真章。我们车间有台机器,天天两班倒干了五年,空间精度还能保持在丝级,靠的就是地基和日常点检。所以说,地基设计和恒温车间不是玄学,是实实在在的精度保险。你花几百万买机子,舍不得花几万做隔震地基?等着精度掉吧。还有伺服参数优化,很多新机出厂就给你调得软绵绵,为了“稳”,结果圆切削的时候方不方圆不圆。这时候得自己懂点调试,或者花点钱请人,绝对值。
说到这儿,想起刚入行时老师傅一句话:好机床,三分靠买,七分靠用。现在看,还得加一句——选型时候做的功课,决定那七分能用到多好。行了,墨水倒完了,各位保重,别再踩我踩过的坑。