工业密封的生死局:为什么漏一滴油可能毁掉整个工厂?
你可能觉得密封不过是个小零件——不值钱的橡胶圈。错了。大错特错。
上个月我去看一个注塑机液压站,地面上亮晶晶的一滩油。操作工说:“就漏几天了,加点油就行。”我蹲下去拿手电一照……密封沟槽已经磨出了金属亮边,活塞杆上全是纵向划痕。这不是漏油。是慢性自杀。那台机子一天停机损失四千多,维修花了小两万——就因为一个聚氨酯密封圈长了点水泡。
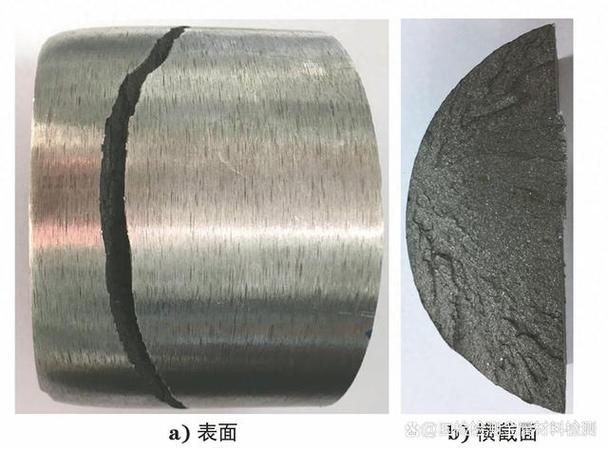
 液压油缸活塞杆密封损伤特写
液压油缸活塞杆密封损伤特写
密封这玩意,到底在封什么?
密封的核心就一条:隔断介质流动。介质可能是液压油、压缩空气、水蒸汽、化学药液,甚至真空负压。但密封从来不是一个“堵”字那么简单——对,很多人以为密封等于堵死。结果呢?要么摩擦过大烧了圈,要么根本堵不住。好的密封,是可控的薄膜。
拿机械密封来说,动静环之间其实有一层微米级的液膜,既保证润滑,又防止泄漏。这层膜太厚——泄漏超标;太薄——干摩擦瞬间烧结。调试过机械密封的老师傅都知道,压紧量那零点几毫米,全凭手感。现在很多小厂直接省了压缩量调节垫片,不怪他们,采购时根本就没提这句要求。
密封件选型:那些年我们踩过的坑
说起来都是泪。有一次给一个高温反应釜配密封垫片,工况280℃、介质带弱酸。供应商信誓旦旦推荐了石墨增强垫——结果三天就刺漏。拆下来一看,垫片内圈成了焦炭状。原来那批石墨里的粘合剂是酚醛树脂,根本扛不住280℃的长期氧化。后来换成柔性石墨金属缠绕垫,内环加PTFE包覆,两年没再漏过。
选密封材料,不光看温度压力,更得看介质相态。液压密封常见的丁腈橡胶,碰到磷酸酯液压油就发胀软化,几天就烂成泥;而氟橡胶耐高温油,低温却又脆得跟薄冰一样——零下15℃一开机,密封唇口直接崩掉一块,见过没?
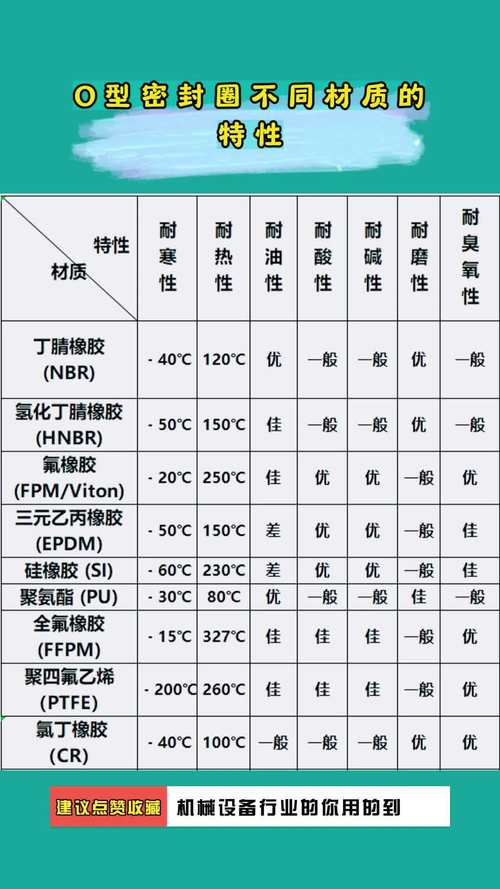 不同材质密封圈耐化学性对比试验
不同材质密封圈耐化学性对比试验
💡一个口诀:动密封看PV值,静密封看压缩回弹。
问答时间:你头疼的密封问题,这里有解
问:我们厂液压油缸修完总是用不久,活塞杆密封一年就漏,怎么回事?
答:八成是防尘圈没配好或者压根省掉了。活塞杆每天伸缩数百次,微尘颗粒嵌入密封唇口,把杆子拉出犁沟,再好的活塞密封也扛不住。还有——安装时导向套内壁涂抹的润滑脂,必须与系统用油相容。我见过抹二硫化钼锂基脂的,结果油脂硬化结块堵塞了回油槽,背压把密封圈都挤出来了。
问:密封沟槽设计有没有速成原则?
答:速成?没有。但有个底线:沟槽粗糙度必须≤Ra0.8,配合面≤Ra0.4。很多小作坊用普通车刀直接车沟槽,肉眼可见刀纹——密封圈装进去,每道纹路都是一条微型泄漏通道。还有,O型圈沟槽填充率别超过85%,不然温度一高,橡胶膨胀没空间,直接把配合面挤出凹坑。
问:高温烟气管道法兰垫片,哪种寿命最长?
答:看温度波动。如果频繁冷热交替,金属缠绕垫的补偿能力远优于石墨复合垫。但必须注意缠绕垫的钢带材质——普通304在含硫烟气中会发生晶间腐蚀,我们吃过亏,后来全换成316L钢带。另外,螺栓预紧力要均匀,力矩扳手不是摆设。超过40%的泄漏是因为人拧螺丝时凭感觉“差不多就行”。
密封失效:漏,只是最后一张多米诺骨牌
泄漏前,一定有征兆。泵用机械密封,如果冲洗管路变热、机封处冒出浅浅的烟,停!别等它尖叫。那声高频摩擦音我们叫“死亡哨”,通常离彻底崩坏不到半小时。有次夜班一个新来的操作工以为是正常异响,结果动静环碎裂击穿泵盖,直接引发小火灾。
❗泄漏检测,现在的做法早就不是肉眼巡视了。关键机组上红外热像仪,密封腔温度一异常就报警。超声波泄漏检测仪更灵敏,0.05MPa的微漏在频幕上就是一道刺眼的波峰。可惜太多工厂还停留在“漏了再说”的阶段。
密封不是配件,是系统。从设计选型、沟槽加工、安装对中,到介质清洁度和冷却方式,断掉一环就等着停机。我记得德国某密封件厂牌的代表说过:“你们中国人总想用最便宜的圈解决一切,这是对机器的不尊重。”话有点难听,但戳中了多少痛处。
最后一句:密封这行,细节都藏在那些你看不见的微小间隙里。别嫌麻烦,拆一次设备,就好好量一量磨损尺寸,记下失效形态。这些数据比任何手册都值钱。