紧固失效的真相:为什么你的螺栓总是松动?
上个月,一台价值百万的自动化设备突然停机——原因?一颗M12的螺栓松了,从动臂脱落,整个产线瘫痪了4个小时。经理的脸都绿了。
这可不是孤例。在我跑过的上百个工厂里,紧固失效引发的故障,占到机械连接类问题的40%以上。可笑吧?这么基础的环节,却总被当成“拧紧就行了”的小事。
😫 说实话,当年我调试一台德国机床,图纸上标了个冷门的预紧力公差±3%,我心想这也太苛刻了吧。后来自己拿超声波测了一下,才发现,同一个扭矩下不同螺栓的预紧力能差30%!润滑剂沾多沾少、螺纹镀层磨损、甚至拧紧速度,都能让数据飘移。那次之后,我才彻底服了。
❗ 你以为打螺纹胶就万事大吉?也得看工况温度。有一次我接手一个焙烧炉项目,螺栓在300℃下工作,普通厌氧胶直接炭化。后来换了耐高温陶瓷基润滑脂加机械防松,寿命才过了关。
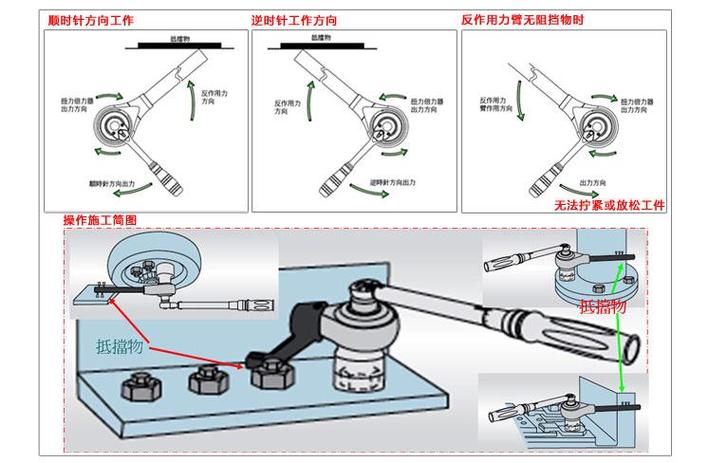
说到这儿,插一句—— 工业装配线上扭矩扳手校准操作示意图
工业装配线上扭矩扳手校准操作示意图
问:为什么高铁、飞机上用的螺栓很少松?
答:因为它们不依赖“感觉”!航空紧固件清一色采用扭矩-转角法或者屈服点控制法,直接拧到塑性区,让螺栓产生弹性恢复力死死咬住;再配合精细的表面处理如MoS2涂层降低摩擦系数离散度。普通工业设备舍不得投这个钱,就只能接受较高的松动风险。不过现在好了些,智能电动拧紧轴已经不算天价,小产线也能配,关键是有没有人去用。
💡 首先,把摩擦系数管理起来。别光盯着扭矩扳手校准,那是末端。螺纹表面状态——无论是磷化、镀锌还是达克罗——批次差一点,摩擦系数能跑偏0.1,预紧力就天差地别。建立入库检验,用摩擦系数试验机测一下,花不了多少时间,但能挡掉大批次品。
💡 其次,抽检预紧力。有条件就上超声波轴力仪,没条件就用贴应变片抽几组螺栓。我见过的最离谱的案例:一个风电机组的基座螺栓,设计预紧力200kN,拆检发现有的才80kN,有的已经塑性变形——这属于拿命在开玩笑。
超声波螺栓预紧力测量仪现场测试图
问:小公司预算有限,怎么花小钱办大事?
答:先把拧紧工具管好。气动扳手冲击力矩不准?每天开工前用简易扭矩校验仪打个样,记录偏差;发现漂了立即停用。再穷,给关键工位配个数字扭矩扳手,设定上下限报警,能杜绝人为漏拧。这两项加起来不到两万块钱,能减少70%以上的低级失误。另外,定期涂抹正确的润滑剂——不是随便抹点机油了事,要按工艺卡选二硫化钼或者聚四氟乙烯基的,成本极低,效果直接。
💡 最后,监控服役状态。松动不是瞬间发生的。在重要螺栓上涂视觉指示漆,或者加装智能垫圈(内带压力传感器,无线发信号),一旦预紧力衰减10%就报警。现在这东西便宜多了,一个监测点成本不到三百块,比起停机损失,简直是白菜价。
哎,有时候想想,紧固这活儿,本质上是对抗物理熵增的过程——万物皆趋向无序,螺栓总想回到自由状态。我们的那点工艺,不过是延缓这个进程罢了。但话说回来,正是那些注意了摩擦系数、搞定了预紧力检测、防松措施选得明白的工厂,设备产线才能稳稳当当地跑上十年。而那些把“拧紧”当态度的人……迟早要付学费的。
这可不是孤例。在我跑过的上百个工厂里,紧固失效引发的故障,占到机械连接类问题的40%以上。可笑吧?这么基础的环节,却总被当成“拧紧就行了”的小事。
我们真的了解紧固吗?
先抛开那些复杂的振动环境——就说最普通的螺栓连接。你拧紧它,觉得牢靠了,但三个月后,它可能就悄悄松了。原因?预紧力没控制好。这个力,比扭矩重要得多,但大多数现场工人只认扳手上的刻度。扭矩是表象,预紧力才是本质,而后者只有10%~50%转化成夹紧力,其余全消耗在摩擦里了。😫 说实话,当年我调试一台德国机床,图纸上标了个冷门的预紧力公差±3%,我心想这也太苛刻了吧。后来自己拿超声波测了一下,才发现,同一个扭矩下不同螺栓的预紧力能差30%!润滑剂沾多沾少、螺纹镀层磨损、甚至拧紧速度,都能让数据飘移。那次之后,我才彻底服了。
防松设计的几个坑
弹性垫圈、双螺母、涂胶——这些传统防松手段,被当成了万能药,但实际效果呢?NASA在1990年就做过一份报告(NSTS 08307),明确说弹簧垫圈对防止松动几乎无效。因为在高频振动下,垫圈一旦进入共振态,反而加速螺栓疲劳。但中国很多厂子到现在还在沿用八九十年代的图纸,明明设备要出口欧洲,却用着被淘汰的方案。❗ 你以为打螺纹胶就万事大吉?也得看工况温度。有一次我接手一个焙烧炉项目,螺栓在300℃下工作,普通厌氧胶直接炭化。后来换了耐高温陶瓷基润滑脂加机械防松,寿命才过了关。
说到这儿,插一句——
 工业装配线上扭矩扳手校准操作示意图
工业装配线上扭矩扳手校准操作示意图
问:为什么高铁、飞机上用的螺栓很少松?
答:因为它们不依赖“感觉”!航空紧固件清一色采用扭矩-转角法或者屈服点控制法,直接拧到塑性区,让螺栓产生弹性恢复力死死咬住;再配合精细的表面处理如MoS2涂层降低摩擦系数离散度。普通工业设备舍不得投这个钱,就只能接受较高的松动风险。不过现在好了些,智能电动拧紧轴已经不算天价,小产线也能配,关键是有没有人去用。
从拧紧到安全:一套可落地的策略
我从不给人列“十大妙招”,那太假了。只聊聊这几年实践下来值得用的办法:💡 首先,把摩擦系数管理起来。别光盯着扭矩扳手校准,那是末端。螺纹表面状态——无论是磷化、镀锌还是达克罗——批次差一点,摩擦系数能跑偏0.1,预紧力就天差地别。建立入库检验,用摩擦系数试验机测一下,花不了多少时间,但能挡掉大批次品。
💡 其次,抽检预紧力。有条件就上超声波轴力仪,没条件就用贴应变片抽几组螺栓。我见过的最离谱的案例:一个风电机组的基座螺栓,设计预紧力200kN,拆检发现有的才80kN,有的已经塑性变形——这属于拿命在开玩笑。
 超声波螺栓预紧力测量仪现场测试图
超声波螺栓预紧力测量仪现场测试图
问:小公司预算有限,怎么花小钱办大事?
答:先把拧紧工具管好。气动扳手冲击力矩不准?每天开工前用简易扭矩校验仪打个样,记录偏差;发现漂了立即停用。再穷,给关键工位配个数字扭矩扳手,设定上下限报警,能杜绝人为漏拧。这两项加起来不到两万块钱,能减少70%以上的低级失误。另外,定期涂抹正确的润滑剂——不是随便抹点机油了事,要按工艺卡选二硫化钼或者聚四氟乙烯基的,成本极低,效果直接。
💡 最后,监控服役状态。松动不是瞬间发生的。在重要螺栓上涂视觉指示漆,或者加装智能垫圈(内带压力传感器,无线发信号),一旦预紧力衰减10%就报警。现在这东西便宜多了,一个监测点成本不到三百块,比起停机损失,简直是白菜价。
哎,有时候想想,紧固这活儿,本质上是对抗物理熵增的过程——万物皆趋向无序,螺栓总想回到自由状态。我们的那点工艺,不过是延缓这个进程罢了。但话说回来,正是那些注意了摩擦系数、搞定了预紧力检测、防松措施选得明白的工厂,设备产线才能稳稳当当地跑上十年。而那些把“拧紧”当态度的人……迟早要付学费的。