弹簧不是螺旋线那么简单——一个老机械工程师的血泪教训
几年前给一台进口设备做国产化改造,别的部件都顺风顺水,偏偏被一根小小的弹簧卡了脖子。原装弹簧用了三年多毫无疲态,我们照着尺寸绕出来的仿制品,装上去不到两个月就断了。断面齐刷刷的,典型的疲劳断裂。当时觉得——不就是钢丝绕几圈吗,能有多大技术含量?后来才发现,自己错得离谱。
那根弹簧,是设备安全锁止机构里的关键部件,一旦失效,后果不堪设想。我们测量了尺寸、估算过载荷,甚至还特意选了「更好的材料」……结果呢,现实狠狠打脸。后来把断掉的弹簧送去失效分析,扫描电镜下看到裂纹源,才恍然大悟:问题出在表面脱碳层。原来供应商提供的弹簧钢丝,在热处理时表层碳元素烧损,硬度根本达不到设计值。这个细节,教科书上轻描淡写,实际却能要人命。
你拿到的「合格」材料,可能早就埋了雷
讲真,弹簧设计最扯淡的地方就在于——你计算的应力、寿命、安全系数,全部基于材料是「完美」的这个假设。可现实中呢?钢丝表面哪怕有一道划痕、一个锈点,都会成为疲劳裂纹的起源。更别说轧制缺陷、脱碳层、残余应力这些隐形杀手。
我见过最夸张的一次,弹簧钢丝出厂时抗拉强度明明在合格范围内,但整批次做出来的弹簧,疲劳寿命离散性大到离谱——有的能跑上千万次,有的几十万次就断了。后来检测发现,钢丝表面有断续的、肉眼根本看不见的折叠裂纹。这批料如果不是用在安全件上,可能就这么糊弄过去了。所以,弹簧材料进厂检验,千万别只看质保书。硬度、脱碳层深度、表面质量,一样都不能少。有条件的话,最好抽样做涡流探伤。
 弹簧钢丝表面缺陷涡流探伤检测
弹簧钢丝表面缺陷涡流探伤检测
说到材料,绕不开一个世纪难题——该选油淬火钢丝,还是冷拉钢丝?前者强度高、成本低,但表面质量一致性差;后者尺寸精度高、表面光亮,可热处理后容易变形。没有绝对的好坏,全看你的应用场景。但有一个规律:凡是对疲劳寿命要求苛刻的弹簧,比如汽车气门弹簧、悬架弹簧,几乎都用油淬火-回火钢丝,因为它的残余应力分布更合理。冷拉钢丝嘛,做做文具、夹具还行,真上高速交变载荷,很容易露怯。
千万次疲劳测试,为什么还不可信?
经常有人问我:
问:我们的弹簧明明按照国标做了疲劳寿命测试,跑了几百万次没断,为什么装到机器上跑了不到一年就断了?
答:因为台架试验和真实工况,根本是两码事。台架上你能控制温度、湿度、频率、润滑状态,可实际工况呢?脏污、腐蚀、冲击、振动耦合……这些变量叠加起来,就是灾难。举个真实例子:某款工程机械用的回位弹簧,台架试验轻松过百万次,结果在工地上平均三个月就断。问题出在沙尘——细小的砂粒卡在簧圈之间,形成微动磨损,磨损坑又催生疲劳裂纹。所以,弹簧的疲劳寿命必须结合使用环境来折算,单纯看台架数据,等于自欺欺人。
另外,疲劳试验还有一个坑:试样数量不够。我见过不少小厂,为了省成本,测三五个样件就敢标称「百万次寿命」。正态分布学过吧?得用韦布尔分布统计处理,样本量至少十几二十个,才能得到可靠的B10寿命——也就是90%的弹簧能达到的寿命。小样本得出的平均寿命,很可能只是运气。这个道理,做过可靠性工程的都懂,但总有人想走捷径。
 弹簧疲劳试验机多工位测试场景
弹簧疲劳试验机多工位测试场景
弹簧断了,别总怪材料——这几种自杀式设计,你中招没?
解剖过上百个断裂弹簧后,我发现一个规律:至少一半的失效,根源在设计端。下面这些坑,踩过的人一定刻骨铭心。
- 端圈并紧结构不合理。很多人画弹簧,直接给一个螺旋线,两端画个平面就完事。可实际制造时,端圈并紧并磨平后的几何形状,直接影响支承稳定性。我见过一个案例,压缩弹簧两端磨削角度偏差了3°,导致偏心载荷,弹簧侧向弯曲,没几天就疲劳断裂。检查时才发现,那个磨削工装用了三年,根本没校准过!
- 忽略弹簧的自振频率。你听过「弹簧共振」吗?当激励频率和弹簧固有频率接近时,应力会瞬间放大好几倍。这种现象在气门弹簧、振动筛弹簧上尤其常见。怎么解决?调整弹簧的节距、中径、材料模量,把固有频率避开工作频率。这需要动力学分析,可惜很多人根本不做,甚至连这个概念都没有。
- 安装空间太吝啬。为了结构紧凑,设计时把弹簧导杆或弹簧座设计得过小,导致弹簧在工作时与周围零件摩擦,产生磨损腐蚀。磨损掉下来的金属碎屑又会研磨簧圈表面,进一步降低疲劳强度。这是个恶性循环。
还有更隐蔽的坑:应力集中。弹簧的螺旋线本身就有应力集中效应,尤其是簧圈内侧,那里的应力比外侧高出一个系数。如果表面再有一点点划痕、刀痕、或者热处理裂纹,那简直就是灾难。有个同行,为了追求「美观」,把弹簧喷丸后进行了酸洗,结果表面产生了氢脆裂纹——这纯粹是无知者无畏。
说到这里,必须得聊一个灵魂拷问:
问:我们的弹簧是用65Mn做的,客户非要求换成50CrVA,说锰钢容易断,真的吗?
答:65Mn和50CrVA,这个问题简直可以开个专场辩论会。简单说,65Mn是锰弹簧钢,价格便宜,淬透性一般,热处理后硬度均匀性稍差,但抗弹减性还行;50CrVA是铬钒弹簧钢,综合力学性能更好,特别是耐冲击和疲劳性能强,不过价格贵不少。锰钢容易断?不完全对。如果截面不大、工作应力不高,65Mn完全够用,很多普通工业弹簧都用它。但如果是承受冲击或交变载荷的重要弹簧,尤其是截面厚度超过15mm的,50CrVA的优势就非常明显,因为它淬透性好,心部也能获得均匀的韧性。说直白点:关键地方别省那点材料钱,省了后面都是泪。
为什么别人的弹簧能绕地球好几圈,你的连三个月都撑不过?
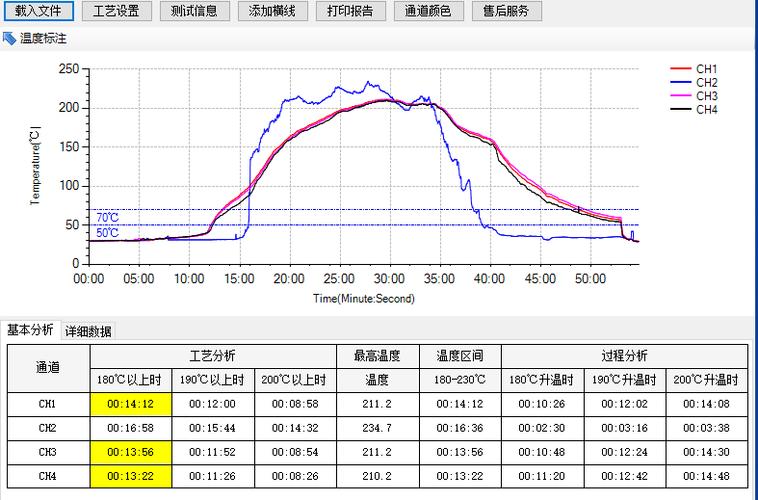
前面说了设计、材料、试验,最后还得谈谈制造。同一个图纸,不同厂家做出来的弹簧,寿命能差十倍,你信不信?关键工序在喷丸强化。这个工艺很多人不当回事,以为就是用钢丸对着弹簧轰一轰。大错特错!喷丸的丸粒材质、直径、速度、覆盖率、强度,每一项参数都直接决定残余压应力层的深度和分布。做得好的喷丸,能在表面引入几百兆帕的压应力,有效抵消工作时的拉应力,疲劳寿命能提高5倍以上。可如果控制不好,反而会损伤表面,弄巧成拙。
还有一个极易被忽视的环节:去应力退火。绕簧后遗留下来的残余应力,如果不消除,工作时会与外加应力叠加,过早引发屈服甚至断裂。一般碳素弹簧钢丝绕制后,都要做200-300℃的去应力回火,让微观结构松弛一下。可有些急功近利的厂家,为了赶工期,把这道工序砍了,或者随便烧一下糊弄了事。这样的弹簧,寿命短得就跟闹着玩似的。
越写越觉得弹簧这行,水是真深。它看起来简单,其实是材料科学、力学、制造工艺的完美交汇。一根弹簧的成败,往往就藏在那些看不见的细节里。下次再有弹簧失效,别急着追究材料供应商,先好好审视一下自己的设计、制造、装配全过程吧——说不定,罪魁祸首就是你画图时一笔带过的那个圆角。
最后,如果你正在为某根弹簧头疼,不妨从这几个方面查起:材料表面质量、设计应力循环特性、环境腐蚀、喷丸工艺、装配对中。查完这几点,80%的问题基本有了答案。剩下20%,那就得找专家做失效分析了——断口会说话,就看你听不听得懂。