3D打印,工业圈的“热”与“冷”
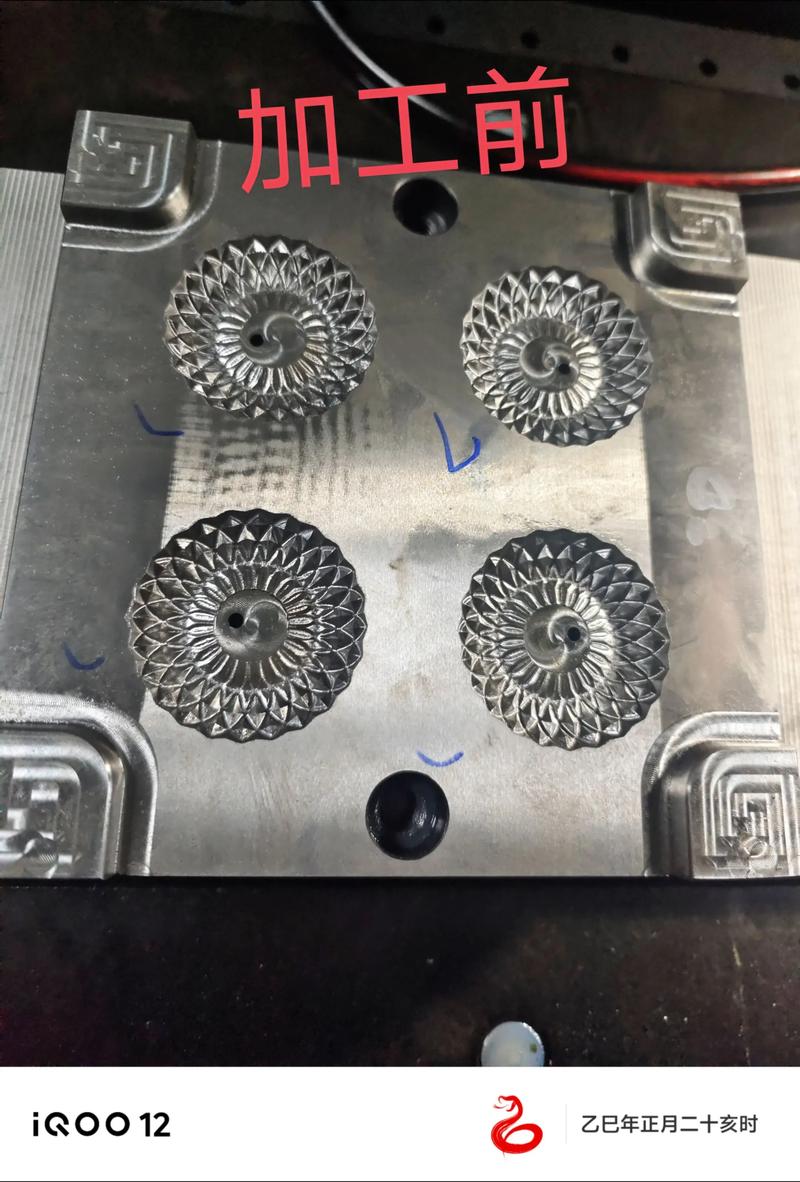
我第一次在模具车间看到那台3D打印机时,说实话,有点失望。不是想象中那种科幻感的设备——它就是个黑乎乎的箱子,带着几根管子,呜呜地响。操作师傅老张叼着烟,斜眼瞧我:“这玩意儿打一天,还不如我铣床干半小时。” 我凑近看了看刚打印完的零件,表面粗糙得像砂纸打过。但测下来,尺寸精度居然在±0.05mm。我愣住了。这就是3D打印的真实面孔?坑坑洼洼却暗藏精度。
3D打印不是万能的,但它在某些场景下,万能得可怕。
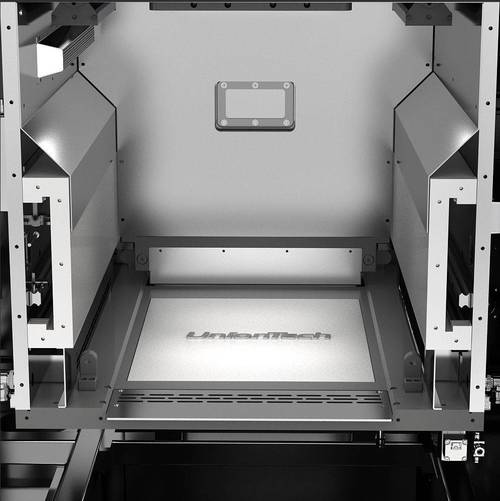
 选择性激光熔化金属3D打印机内部粉末床特写
不过话说回来,精度和速度的矛盾一直没解决。想要高精度,就得牺牲速度;想要快,表面就粗糙得像癞蛤蟆。老张抱怨得没错,打印一个鞋模,可能得20个小时。但那个鞋模里藏着的随形冷却水路,能让注塑周期缩短30%,节能15%。这笔账,老板会算。
谁在为3D打印买单?
我接触过的客户里,问得最多的问题就是:“这玩意儿到底值不值?”
问:3D打印成本那么高,为什么不就用CNC或者铸件?
答:如果你只需要一两个复杂零件,开模不划算,CNC编程又费劲,那3D打印简直救命。而且像医疗植入物,每个人的骨骼形状都不同,你没法开模。还有航空发动机的燃油喷嘴,一个零件上集成了十几个功能,传统加工要十几个件焊接,3D打印一次成型。你说值不值? 成本不能只看单件,要看全生命周期。
问:打印出来的零件强度够吗?会不会容易坏?
答:这就得看工艺和材料了。金属打印致密度可以做到99.9%以上,力学性能有些甚至超过锻件,但各向异性明显。垂直方向的强度往往不如水平方向。所以设计的时候就要考虑受力方向。要是你乱设计,那神仙也救不了。
工业端真正爆炸的应用,在模具和备件领域。模具的随形冷却,我刚才提了。备件呢?有些老设备停产了,零件买不到,扫个三维模型,直接打印,设备起死回生。我见过一个化工厂靠这招省了几十万停机损失。但也有坑——有些材料打印后必须热等静压消除内部缺陷,否则用着用着就裂了。
工业级金属3D打印后处理手工打磨现场
而且很多人忽略了后处理。打印出来的零件几乎都要后续加工:去支撑、热处理、精加工、表面处理。这些步骤的成本和时间有时候比打印本身还高。有次一个客户兴致勃勃买了台机器,发现打出来的东西还得上CNC再加工半天,脸都绿了。
再说材料。金属粉末不便宜,钛合金粉末几千块一公斤,而且很多粉末循环使用次数有限,久了球形度变差,影响铺粉和性能。储存还得防潮防氧化。操作师傅得培训,不是随便来个普工就能干。老张学了一礼拜才勉强上手,现在总嫌机器慢。
那3D打印到底值不值得投入?看你的产品特性。 如果你的产品有复杂内流道、需要轻量化点阵结构、或者极度定制化,别犹豫,上。如果只是打个简单的支架,算了吧,一块料CNC铣出来更香。
未来我倒是看好复合制造——打印和切削集合在一台机器上,交替进行。打完一层,铣刀光一下侧壁再继续打,精度能大幅提高。还有多材料打印,一个零件不同部位用不同材料,想想就刺激。
最后啰嗦一句:3D打印催生了一批新的设计软件和拓扑优化算法,不懂这点的设计师会被淘汰。 不是机器颠覆制造,是思维颠覆设计。老张现在也开始学三维建模了,虽然嘴上骂骂咧咧,但眼神里有光。
就这些。散会。
选择性激光熔化金属3D打印机内部粉末床特写
不过话说回来,精度和速度的矛盾一直没解决。想要高精度,就得牺牲速度;想要快,表面就粗糙得像癞蛤蟆。老张抱怨得没错,打印一个鞋模,可能得20个小时。但那个鞋模里藏着的随形冷却水路,能让注塑周期缩短30%,节能15%。这笔账,老板会算。
谁在为3D打印买单?
我接触过的客户里,问得最多的问题就是:“这玩意儿到底值不值?”
问:3D打印成本那么高,为什么不就用CNC或者铸件?
答:如果你只需要一两个复杂零件,开模不划算,CNC编程又费劲,那3D打印简直救命。而且像医疗植入物,每个人的骨骼形状都不同,你没法开模。还有航空发动机的燃油喷嘴,一个零件上集成了十几个功能,传统加工要十几个件焊接,3D打印一次成型。你说值不值? 成本不能只看单件,要看全生命周期。
问:打印出来的零件强度够吗?会不会容易坏?
答:这就得看工艺和材料了。金属打印致密度可以做到99.9%以上,力学性能有些甚至超过锻件,但各向异性明显。垂直方向的强度往往不如水平方向。所以设计的时候就要考虑受力方向。要是你乱设计,那神仙也救不了。
工业端真正爆炸的应用,在模具和备件领域。模具的随形冷却,我刚才提了。备件呢?有些老设备停产了,零件买不到,扫个三维模型,直接打印,设备起死回生。我见过一个化工厂靠这招省了几十万停机损失。但也有坑——有些材料打印后必须热等静压消除内部缺陷,否则用着用着就裂了。
工业级金属3D打印后处理手工打磨现场
而且很多人忽略了后处理。打印出来的零件几乎都要后续加工:去支撑、热处理、精加工、表面处理。这些步骤的成本和时间有时候比打印本身还高。有次一个客户兴致勃勃买了台机器,发现打出来的东西还得上CNC再加工半天,脸都绿了。
再说材料。金属粉末不便宜,钛合金粉末几千块一公斤,而且很多粉末循环使用次数有限,久了球形度变差,影响铺粉和性能。储存还得防潮防氧化。操作师傅得培训,不是随便来个普工就能干。老张学了一礼拜才勉强上手,现在总嫌机器慢。
那3D打印到底值不值得投入?看你的产品特性。 如果你的产品有复杂内流道、需要轻量化点阵结构、或者极度定制化,别犹豫,上。如果只是打个简单的支架,算了吧,一块料CNC铣出来更香。
未来我倒是看好复合制造——打印和切削集合在一台机器上,交替进行。打完一层,铣刀光一下侧壁再继续打,精度能大幅提高。还有多材料打印,一个零件不同部位用不同材料,想想就刺激。
最后啰嗦一句:3D打印催生了一批新的设计软件和拓扑优化算法,不懂这点的设计师会被淘汰。 不是机器颠覆制造,是思维颠覆设计。老张现在也开始学三维建模了,虽然嘴上骂骂咧咧,但眼神里有光。
就这些。散会。
技术分水岭:塑料玩具 vs. 工业猛兽
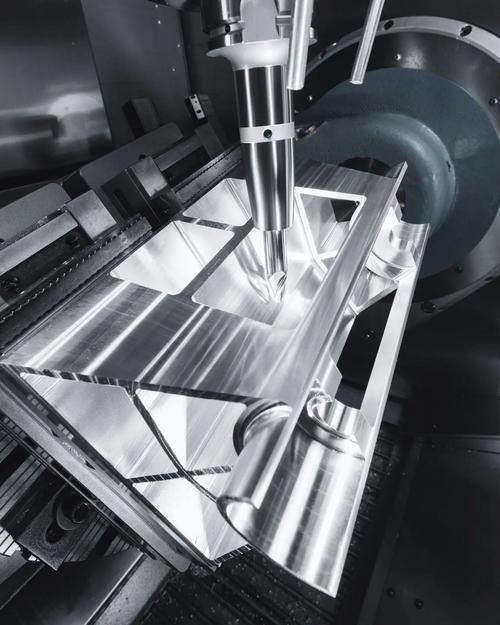
很多人对3D打印的印象还停留在桌面级的FDM机器上,挤出熔融塑料丝,一层层堆起来,打个模型或者小摆件。但工业领域早就不是那回事了。现在主流的金属3D打印技术,比如选择性激光熔化(SLM)、电子束熔化(EBM),那真是硬核。粉末床上一铺就是几十微米厚的金属粉末,激光“唰”一下扫过去,温度瞬间上千,粉末熔化又凝固。这过程比传统铸造复杂十倍。材料呢?从钛合金、镍基高温合金,到模具钢、铝合金,都能打。我见过一个涡轮叶片,内部冷却流道复杂得简直反人类——传统加工根本做不出来,但3D打印硬是给“长”出来了。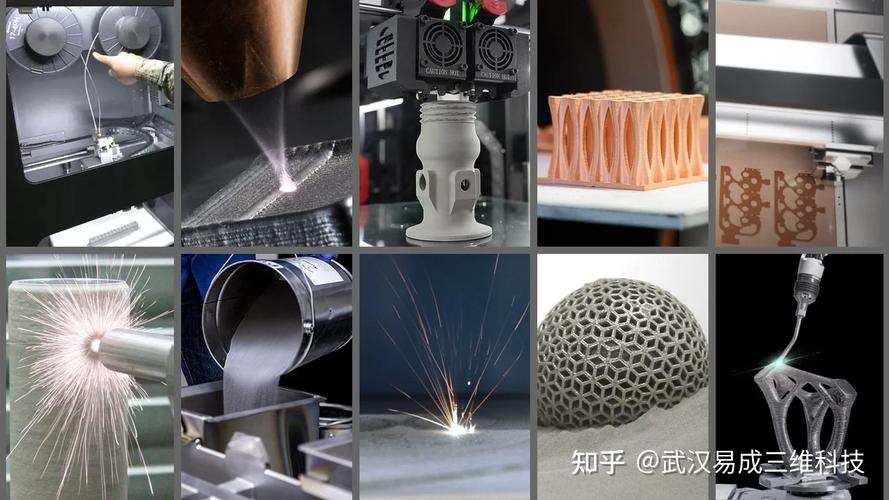 选择性激光熔化金属3D打印机内部粉末床特写
不过话说回来,精度和速度的矛盾一直没解决。想要高精度,就得牺牲速度;想要快,表面就粗糙得像癞蛤蟆。老张抱怨得没错,打印一个鞋模,可能得20个小时。但那个鞋模里藏着的随形冷却水路,能让注塑周期缩短30%,节能15%。这笔账,老板会算。
选择性激光熔化金属3D打印机内部粉末床特写
不过话说回来,精度和速度的矛盾一直没解决。想要高精度,就得牺牲速度;想要快,表面就粗糙得像癞蛤蟆。老张抱怨得没错,打印一个鞋模,可能得20个小时。但那个鞋模里藏着的随形冷却水路,能让注塑周期缩短30%,节能15%。这笔账,老板会算。
谁在为3D打印买单?
 谁在为3D打印买单?
我接触过的客户里,问得最多的问题就是:“这玩意儿到底值不值?”
问:3D打印成本那么高,为什么不就用CNC或者铸件?
答:如果你只需要一两个复杂零件,开模不划算,CNC编程又费劲,那3D打印简直救命。而且像医疗植入物,每个人的骨骼形状都不同,你没法开模。还有航空发动机的燃油喷嘴,一个零件上集成了十几个功能,传统加工要十几个件焊接,3D打印一次成型。你说值不值? 成本不能只看单件,要看全生命周期。
问:打印出来的零件强度够吗?会不会容易坏?
答:这就得看工艺和材料了。金属打印致密度可以做到99.9%以上,力学性能有些甚至超过锻件,但各向异性明显。垂直方向的强度往往不如水平方向。所以设计的时候就要考虑受力方向。要是你乱设计,那神仙也救不了。
工业端真正爆炸的应用,在模具和备件领域。模具的随形冷却,我刚才提了。备件呢?有些老设备停产了,零件买不到,扫个三维模型,直接打印,设备起死回生。我见过一个化工厂靠这招省了几十万停机损失。但也有坑——有些材料打印后必须热等静压消除内部缺陷,否则用着用着就裂了。
谁在为3D打印买单?
我接触过的客户里,问得最多的问题就是:“这玩意儿到底值不值?”
问:3D打印成本那么高,为什么不就用CNC或者铸件?
答:如果你只需要一两个复杂零件,开模不划算,CNC编程又费劲,那3D打印简直救命。而且像医疗植入物,每个人的骨骼形状都不同,你没法开模。还有航空发动机的燃油喷嘴,一个零件上集成了十几个功能,传统加工要十几个件焊接,3D打印一次成型。你说值不值? 成本不能只看单件,要看全生命周期。
问:打印出来的零件强度够吗?会不会容易坏?
答:这就得看工艺和材料了。金属打印致密度可以做到99.9%以上,力学性能有些甚至超过锻件,但各向异性明显。垂直方向的强度往往不如水平方向。所以设计的时候就要考虑受力方向。要是你乱设计,那神仙也救不了。
工业端真正爆炸的应用,在模具和备件领域。模具的随形冷却,我刚才提了。备件呢?有些老设备停产了,零件买不到,扫个三维模型,直接打印,设备起死回生。我见过一个化工厂靠这招省了几十万停机损失。但也有坑——有些材料打印后必须热等静压消除内部缺陷,否则用着用着就裂了。
喧嚣与陷阱:别被卖机器的忽悠
现在3D打印概念火得不行,各种展会上一堆人吹嘘“工业革命4.0核心”、“颠覆传统制造”。我呸。每次听到这些我就想翻白眼。颠覆?传统铸造几千年了,还活得好好的。3D打印有它不可替代的优势,但也仅此而已。它更适合小批量、高复杂度、高附加值的零件,大批量生产还是冲压、注塑的天下。 工业级金属3D打印后处理手工打磨现场
而且很多人忽略了后处理。打印出来的零件几乎都要后续加工:去支撑、热处理、精加工、表面处理。这些步骤的成本和时间有时候比打印本身还高。有次一个客户兴致勃勃买了台机器,发现打出来的东西还得上CNC再加工半天,脸都绿了。
再说材料。金属粉末不便宜,钛合金粉末几千块一公斤,而且很多粉末循环使用次数有限,久了球形度变差,影响铺粉和性能。储存还得防潮防氧化。操作师傅得培训,不是随便来个普工就能干。老张学了一礼拜才勉强上手,现在总嫌机器慢。
那3D打印到底值不值得投入?看你的产品特性。 如果你的产品有复杂内流道、需要轻量化点阵结构、或者极度定制化,别犹豫,上。如果只是打个简单的支架,算了吧,一块料CNC铣出来更香。
未来我倒是看好复合制造——打印和切削集合在一台机器上,交替进行。打完一层,铣刀光一下侧壁再继续打,精度能大幅提高。还有多材料打印,一个零件不同部位用不同材料,想想就刺激。
最后啰嗦一句:3D打印催生了一批新的设计软件和拓扑优化算法,不懂这点的设计师会被淘汰。 不是机器颠覆制造,是思维颠覆设计。老张现在也开始学三维建模了,虽然嘴上骂骂咧咧,但眼神里有光。
就这些。散会。
工业级金属3D打印后处理手工打磨现场
而且很多人忽略了后处理。打印出来的零件几乎都要后续加工:去支撑、热处理、精加工、表面处理。这些步骤的成本和时间有时候比打印本身还高。有次一个客户兴致勃勃买了台机器,发现打出来的东西还得上CNC再加工半天,脸都绿了。
再说材料。金属粉末不便宜,钛合金粉末几千块一公斤,而且很多粉末循环使用次数有限,久了球形度变差,影响铺粉和性能。储存还得防潮防氧化。操作师傅得培训,不是随便来个普工就能干。老张学了一礼拜才勉强上手,现在总嫌机器慢。
那3D打印到底值不值得投入?看你的产品特性。 如果你的产品有复杂内流道、需要轻量化点阵结构、或者极度定制化,别犹豫,上。如果只是打个简单的支架,算了吧,一块料CNC铣出来更香。
未来我倒是看好复合制造——打印和切削集合在一台机器上,交替进行。打完一层,铣刀光一下侧壁再继续打,精度能大幅提高。还有多材料打印,一个零件不同部位用不同材料,想想就刺激。
最后啰嗦一句:3D打印催生了一批新的设计软件和拓扑优化算法,不懂这点的设计师会被淘汰。 不是机器颠覆制造,是思维颠覆设计。老张现在也开始学三维建模了,虽然嘴上骂骂咧咧,但眼神里有光。
就这些。散会。