金属增材制造的“骨感”现实:别被那些绚丽的打印视频骗了
去年,一个做模具的朋友兴冲冲地给我看一段视频——激光扫描下,金属粉末像被施了魔法一样,层层堆叠出一个异形水路套。他眼睛发亮:“这玩意儿能把冷却时间缩短30%!”我点头,但没他那么乐观。说实话,增材制造走进车间这十年,我见过太多“打印一时爽,后处理火葬场”的案例。那些炫目的视频,拍不出支撑去除时锉刀打滑的狼狈,更拍不出零件变形后整批报废的绝望。
我们得冷静下来,聊聊金属3D打印(也就是增材制造)真正落地时,那几道绕不过去的坎儿。
绚丽的视频背后,我们到底在打印什么?
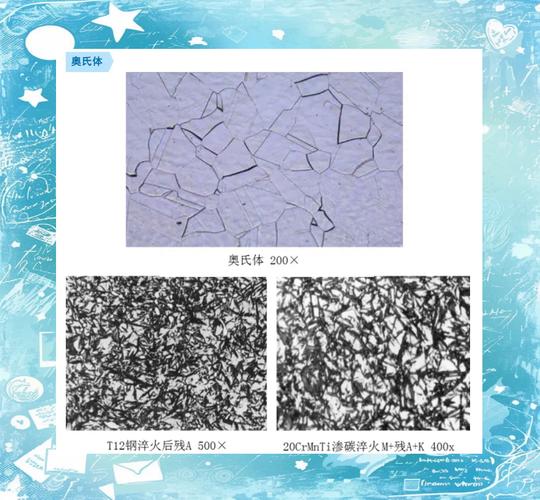
第一次用激光粉末床熔融(LPBF)设备,我盯着那20微米的铺粉层厚发呆。一层层,一毫米要铺五十层!一个拇指高的零件,打印就要一整天。这还不是最糟的——粉末飞溅、球化效应、微裂纹……随便哪个缺陷,都能让致密度掉到99%以下。而航空航天、医疗植入物要求的是99.9%以上,甚至接近全致密。
有段时间,我们团队为了攻克选区激光熔化(SLM)的孔隙率问题,把扫描策略调了又调。蛇形、棋盘、螺旋……最后发现,熔池不稳定,什么策略都白搭。❗这就是工艺窗口的残酷——参数组合可能上百种,真正“好用”的,往往就那么一两个点。窗口窄得让人想撞墙。
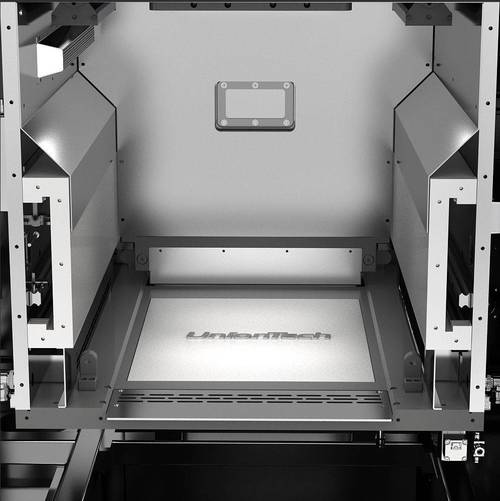 SLM金属3D打印机内部铺粉过程实拍
SLM金属3D打印机内部铺粉过程实拍
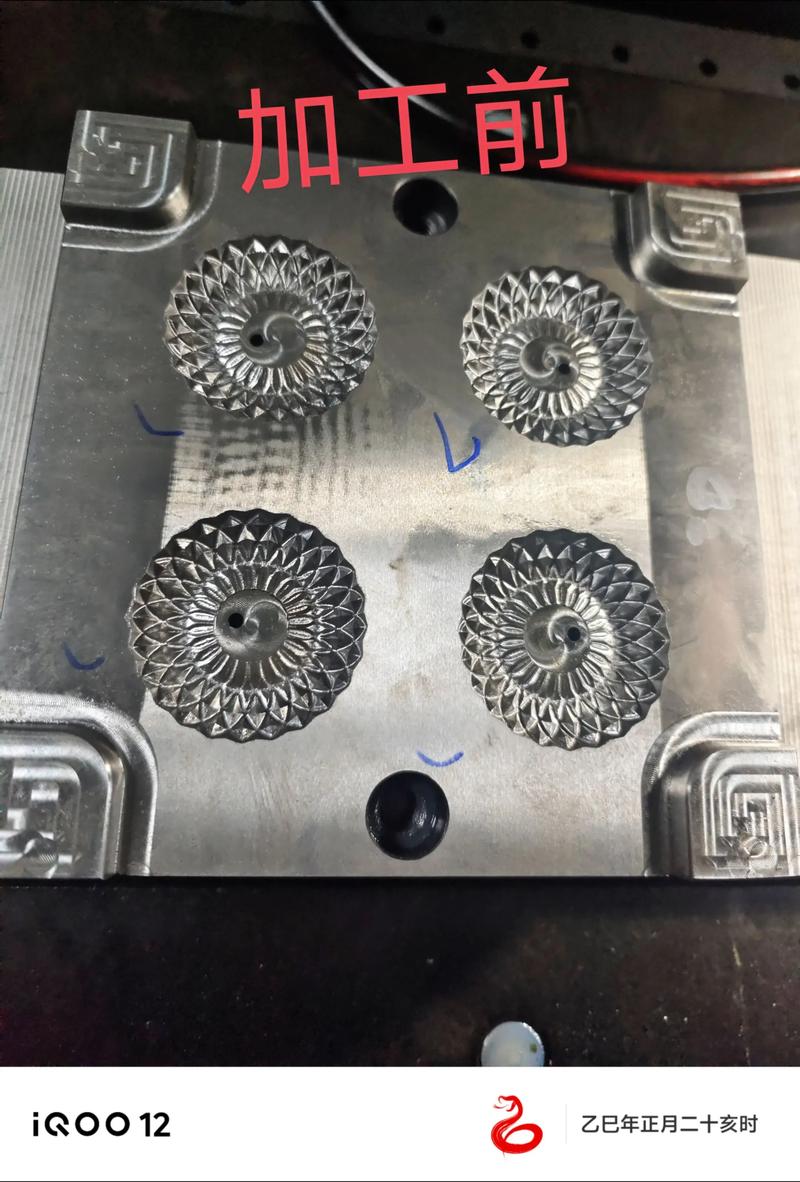
而且,别以为把零件从粉床上铲下来就完事了。支撑结构像个铁刺猬,死死扒住你的悬空面。线切割、钳子掰、磨头打……一个大件,光去支撑就能耗掉一整天。更别提内流道里残留的粉末——高压气冲、超声波清洗、化学腐蚀,总有一种组合让你崩溃。💡
粉末与标准的“罗生门”
用过十几种牌号的金属粉末之后,我可以负责任地说:同一款316L,不同批次打印出来的收缩率能差0.5%。这0.5%对精铸件不算啥,但对±0.05mm要求的成品,简直是灾难。粉末的粒径分布、流动性、松装密度,甚至氧含量,都会直接影响熔池行为。最让人抓狂的是,市面上还没有真正统一的医用或航空粉末标准——ASTM F2924是个参考,但很多粉末厂连“批次一致性”都做不到。💡
还有粉末回收再利用。新鲜粉打印废品率低,但价格高。回收粉参了烧结飞溅、氧化颗粒,力学性能会跳水。到底回收几次是安全的?三回?五回?我见过有车间为了省成本,回收粉比例超过70%,结果零件在做疲劳测试时,寿命直接打对折。这种“隐形炸弹”,比工艺参数更可怕。
后处理:打印件变零件的最后“劫难”
去掉支撑,只是开胃菜。真正的考验是热处理和热等静压(HIP)。打印态的组织,往往有柱状晶、各向异性,不做固溶时效,性能完全看运气。做了呢?变形又来了。薄壁件一进HIP炉,出来就成“馄饨皮”。我们试过用陶瓷夹具定型,结果高温下夹具自己也软了,零件照样扭。
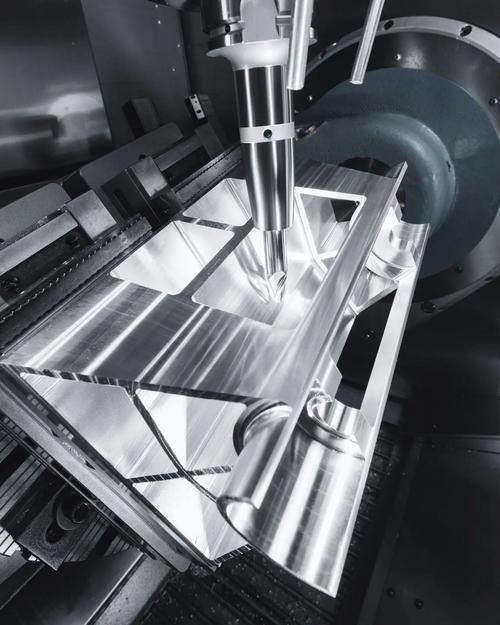
机加工定位也是个头疼事。打印的基准面精度本来就不高,加上热处理变形,找正全靠手感。有一回,一个叶轮零件,我们反复调了三小时,对刀点才勉强合格。车间师傅叼着烟,幽幽来一句:“这增材制造,简直是把做数控的逼成钳工。” 我能感同身受他的无语。✅
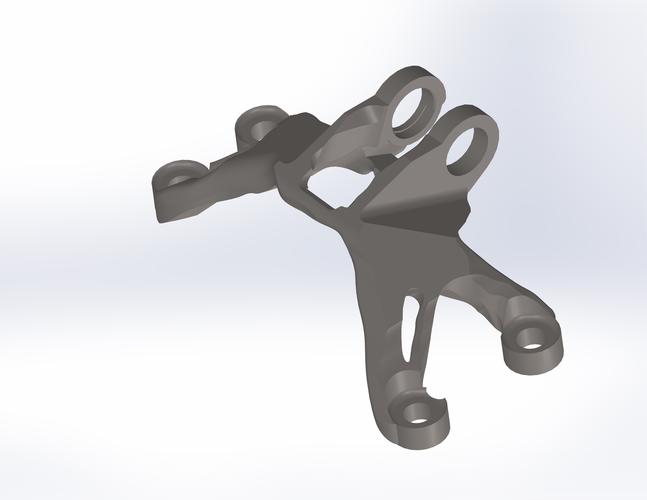 去除支撑后的钛合金拓扑优化支架
去除支撑后的钛合金拓扑优化支架
问:都说增材制造能打印复杂内流道,可为什么实际案例还是那几个?
答:因为去除内腔支撑和清粉,难到怀疑人生。传统的随形冷却水路最多拐两三个弯,可SLM打出来的往往是细长、弯曲、甚至截面变化的通道。支撑一旦在里面,钳子伸不进去,化学腐蚀又可能损伤流道表面。很多时候,设计师不得不妥协,把流道“拉直”,这就失去了增材的意义。另一个坑是粉末粘附——悬垂面粗糙度Ra能到15-20微米,流动阻力大增,想抛光?内窥镜都看不清,怎么抛?目前真正可靠的方法,几乎只有电化学加工,但那成本,小批量根本扛不住。
问:对于小批量生产,增材制造的成本真的能比传统铸造低吗?
答:这个问题,我经常被人问到。单看材料单价,金属粉末一公斤几百到上千,而铸造钢才几十块,怎么比?但账不是这么算的。传统铸造要木模或金属模,小批量摊下来,模具成本每件轻松上千。增材制造没有模具费,而且拓扑优化后能省掉30%-50%的重量,对于航空航天,减重一公斤价值千金。另外,铸造还有废品率、补焊、机加工余量大的问题。算总账:如果零件结构复杂、数量低于200件,而且传统工艺需要分体加工再焊接,那么增材制造的成本可能更低。不过前提是,你的设计充分利用了点阵结构和轻量化,而不是把减材思维直接搬过来打印——那就是用金条当土豆炒,贵得没道理。
听着简单,做起来全是坑。但说实话,我依然对增材制造的未来保持兴奋。当电子束熔化(EBM)在骨科植入物上跑得越来越稳,当定向能量沉积(DED)开始修复超大齿轮轴,我就知道,这条路是通的。只是需要更多脚踏实地的工艺积累,而不是太多炫酷的视频。共勉。