精密制造:公差死磕到纳米级,到底是什么体验?
去年去苏州一家做精密模具的厂子——朋友拉我去的,说是让我开开眼。进了车间,第一感觉不是震撼,是别扭。太安静了。没有油污,没有叮叮咣咣的敲打,几台机器像蹲在神龛里的佛像,不动声色地啃着金属。我凑近看一个正在加工的型腔,问旁边的老师傅:这表面能摸吗?他斜我一眼,说:你手上那点油,上去就是个坑。我愣了一下,突然意识到,我们平时挂在嘴边的“精密”,跟这里的尺度完全是两个世界。
那时候我才明白,精密制造这词,真的不是广告文案的噱头。它是一台机器、一个人、一整个体系,和物理极限较劲的过程。较劲到什么程度呢?车间墙壁上贴着一张纸,写着:本车间公差标准:±0.001mm。对,你没看错,一微米。一根头发丝的八十分之一。说句不好听的,打个喷嚏,带出的飞沫都比这大几百倍。
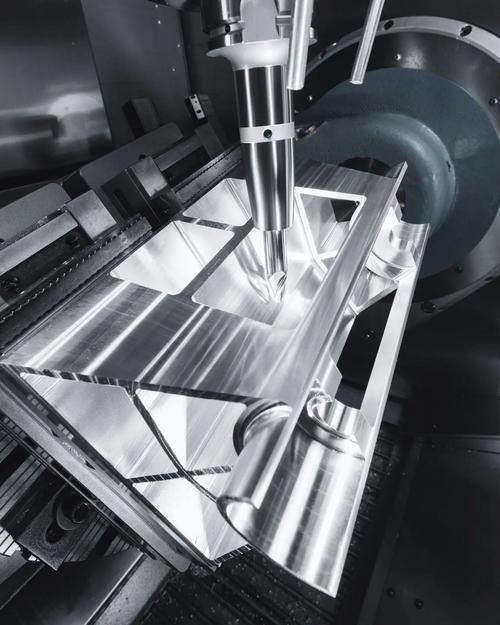
 精密模具镜面电火花加工微距特写
精密模具镜面电火花加工微距特写
走进车间,你会发现“差不多”是个禁词
 走进车间,你会发现“差不多”是个禁词
走进车间,你会发现“差不多”是个禁词
有人问,搞这么精密,至于吗?举个例子。手机摄像头镜筒,注塑成型。模具型腔的圆度如果差了0.5微米,镜片装进去稍微歪一点点,整个光路就偏了。拍出来的照片边角糊成一片。消费者只会骂手机不行,根本想不到根源在模具上。而这模具,可能就是用五轴超精密加工中心一刀一刀啃出来的,啃完还得用非接触式白光干涉仪扫描面型,不合格?报废。没有什么修修补补。这就是精密制造的残酷——要么满分,要么零分。
我记得有回跟一个搞精密磨削的工程师喝酒,他满脸通红地说,他磨一个硬质合金冲头,公差要求±0.0005mm。磨了六个小时,最后测量,超了0.0002mm。他当时把工件往桌上一拍,差点哭出来。0.0002毫米啊!相当于人一天走一步的距离误差。旁人听来像神经病,但懂行的都知道,那一下,是跟材料、跟温度、跟机床的振动、跟自己的手感的全面战争输了。说实话,这种挫败感,没干过的人根本接不住。
设备?这玩意儿比房子还贵
精密制造靠什么?第一反应肯定是设备。是的,没那金刚钻,真揽不了瓷器活。就拿最普通的精密CNC来说,一台瑞士产的走心机,报价能买一辆顶配保时捷。但这还不算离谱。真正吓人的是那些“母机”——制造机器的机器。比如做光刻机镜头的超精密单点金刚石车床,主轴回转精度做到10纳米以内,气浮导轨,恒温罩子一套,价格?八位数起步,还得签最终用户审查协议,怕你挪作他用。哎,工业皇冠上的明珠,就是这么霸道。
不过话说回来,光有设备就够了吗?太天真。我见过那种财大气粗的老板,砸了两千万买德国磨床,结果做出来的东西还是不稳定。为什么?车间地基没做隔振,外面马路过辆重卡,机床就跟着微微颤。还有恒温系统,说是20±1℃,实测角落和出风口能差三度。工件热膨胀都好几微米了。这些细节,全靠人对物理规律的敬畏和较劲。所以行内有句话:精密制造,三分靠机器,七分靠环境,九十分看人。
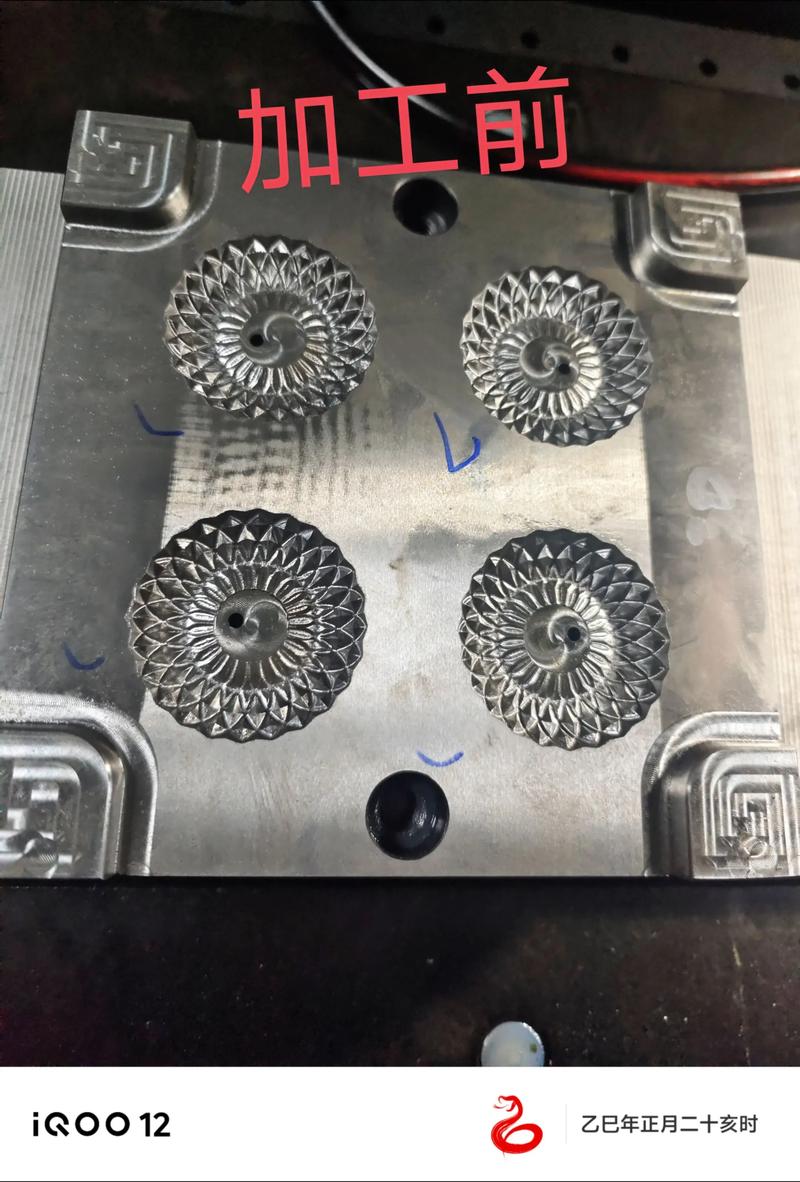
 恒温恒湿精密加工车间全景
恒温恒湿精密加工车间全景
测量才是真正的幕后大佬
你要是觉得加工完了就完事,那可就错了。在精密制造的世界里,测量不是辅助工序,它是大爷。零件做得好不好,不是师傅说了算,是三坐标测量机说了算,是激光跟踪仪说了算,是圆度仪说了算。我参观过一家做航空发动机叶片的厂,每个叶片检测点上千个,测量报告打印出来像一本书。有个叶片因为叶身型面超差0.003毫米,被判废。你能想象吗?一片巴掌大的金属,从锻造、热处理到五轴铣削,几十道工序,耗时一周,最后因为一个肉眼看不见的偏差直接进废品堆。这就是规矩。
这里面还有个挺反直觉的事。很多高端测量设备,精度比加工设备高一个数量级。也就是,你机床能做到1微米,量具必须能分辨0.1微米,不然拿什么来验收?所以精密测量实验室才是很多工厂最神秘的地方,恒温等级比车间还高,进门要穿鞋套,说话不能大声,怕影响干涉仪读数。💡我有一个朋友,专门做几何量校准的,他口头禅是:误差永远存在,我们能做的,就是让它小到不影响功能,并且——最关键——能被测出来。
问:精密制造是不是就靠烧钱买好设备?
答:烧钱是门槛,但光烧钱肯定死得快。我见过拿着顶级设备的厂子倒闭,就是因为工艺能力没跟上。精密制造是一个系统工程,材料、设计、工艺、测量、环境控制、人员技能,缺一环全崩。比如切削液的选择,不同品牌热容比不一样,能引起微米级的温差变形。这些隐性知识全靠经验积累,新入行者不交几年学费根本摸不透。所以设备只是入场券,真正的核心竞争力是你那套“know-how”和持续改进的体系。❗千万别信那些设备商忽悠你买台机器就能挣钱的话。
问:国内精密制造水平到底怎么样?差距在哪里?
答:坦率讲,进步巨大,但高端领域差距依然明显。现在中低端精密件,我们基本能打,甚至有些细分领域全球领先,比如智能手机的金属中框、部分光学镜头。但越往顶端,基础材料和核心功能部件是短板。举个例子,高精度机床的主轴轴承,国产寿命和稳定性跟NSK、SKF比还是有距离。还有传感器、光栅尺这些测量元件,依赖进口的比例不低。不过话说回来,近十年国产替代势头很猛,很多民营企业闷声搞研发,在一些细分点上直接做到世界前列。✅整体感觉是,从“能用”到“好用”的阶段过去了,现在正从“好用”往“极致”拱。需要时间和耐心。
数字化的手,能伸多深?
 数字化的手,能伸多深?
数字化的手,能伸多深?
这两年,数字孪生、AI工艺优化这些概念吹得满天飞。精密制造也躲不开。说实话,一开始我是怀疑的。直到去年在一家精密阀体加工车间,看到他们用机器学习预测刀具磨损。系统根据主轴电流、振动频谱和切削力数据,提前十五分钟预警换刀,把尺寸突变的风险压到几乎为零。那效果,立竿见影。以前靠人听声音、摸振动,现在靠数据模型,准确率从60%拉到98%。这不是取代人,是把老师傅的经验数字化、可复制化。对于工厂来说,这可能是摆脱“一个师傅走了、一条产线瘫了”困境的出路。
但别忘了,数字化只是工具。它帮你更快发现偏差,但怎么修正?还得回到物理世界,回到对传动链、热场、力场的深刻理解。所以你看,精密制造终究是门硬功夫,容不得半点取巧。它要求你同时是物理学家、数学家、材料学家和强迫症患者。✅
写到这儿,我突然想起那个车间墙上的标语:“失之毫厘,差之千里”。在我们这儿,毫厘都太大了,是微米、是纳米。可能这就是精密制造最迷人的地方——它把人类对完美的追求,逼进了原子尺度的战场。