高端装备的“心脏”手术:国产高端数控机床如何突围?
上个月在宁波,一家做航空结构件的工厂,车间里两台崭新的五轴联动加工中心正嗡嗡作响。走近一看——大连科德的。老板老张咧着嘴跟我说,“以前这种活儿只能外包给德国那家厂子,现在自己干,成本降了一半多。” 我没接话,伸手摸了摸主轴箱,温温的,不烫。✅
说实话,这几年看过的国产机床不计其数。糟心的居多。不是漏油就是振动,参数标得挺唬人,上机一测全露馅。但眼前这两台……有点不一样。
这让我想起十年前,全程围观某个国家重点实验室引进一台瑞士五轴机床——海关报税单上写着“玻璃加工中心”,怕被禁运。那会儿我们连看都不让多看,现在呢?
高端装备的“母机”,到底难在哪
数控机床,尤其是五轴联动的,是高端装备制造里的“工业母机”。航空发动机叶片、舰船螺旋桨、精密模具……没有它,你设计得再漂亮也是一堆图纸。问题是,这个“母机”长期被德国、日本、瑞士攥在手心里。
很多人以为机床就是个铁疙瘩,靠堆钢材就能搞定。谬矣。它是热力学、材料学、控制理论、精密测量的炼金炉。打个比方——你让一个几百公斤的刀头以每分钟几万转的速度切削钛合金,同时保证变形量不超过头发丝的五分之一。这活儿,比绣花难多了。
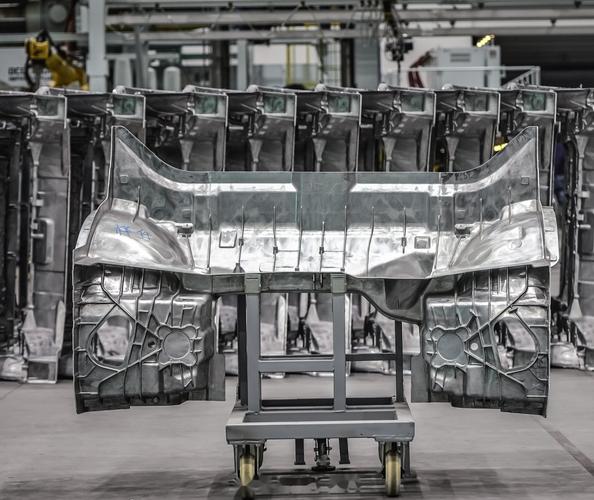
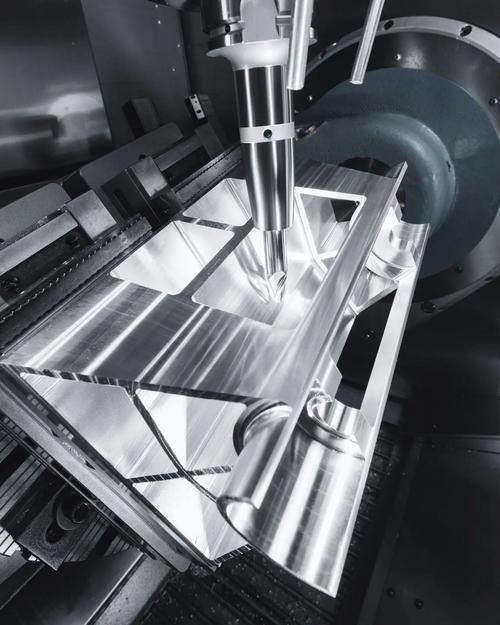 五轴数控机床高速切削钛合金航空部件
五轴数控机床高速切削钛合金航空部件
控制系统更是玄学。德国海德汉、西门子、日本发那科……他们的算法能提前预判切削力波动,然后实时补偿。国产系统以前怎么做的?基本上是“事后诸葛亮”,等振动发生再调整——早晚了三秋了。
还有那些藏在角落里的精密部件:光栅尺、导轨、轴承。日本THK的一根导轨,平面度能做到0.5微米,国产的呢?2微米算优等品。别小看这点差距,放大到整机,就是加工精度天上地下。
不过话说回来,这两年好多事悄悄变了。
有人在干实事
科德数控的于德海,圈子里都叫他“于疯子”。十年前他砸钱搞五轴数控系统的时候,多少人说他是拿钱打水漂。现在呢?他们的GNC60系统跑在国产芯片上,已经做到RTCP功能——就是那把刀头旋转着切斜面,电脑能自动修正刀具长度补偿。这个技术,以前是西门子840D的看家本领。
更狠的是光洋科技(科德的母公司)。他们连导轨都自己磨,床身铸造也自己搞。这在一个讲究“全球采购”的时代简直是自讨苦吃。但去年对某型号涡轮盘做连续200小时切削测试,精度衰退量比欧洲同行标称值还低12%。——看到数据那一刻,我是真的愣了几秒。😮
 国产数控系统界面实时切削参数监控
国产数控系统界面实时切削参数监控
华中的华中9型系统也憋出大招了。他们搞了个智能补偿算法,拿传感器采集主轴热变形数据,用神经网络预测下一个小时的漂移量。常州一家减速机厂用了,原本每两小时得停机测量一次,现在能连干六小时,废品率从0.8%压到0.2%不到。
问:现在买国产五轴机床,靠谱吗?精度和稳定性到底行不行?答:得看具体场景。如果你做汽车覆盖件模具,大尺寸、复杂曲面,国产机和德国德马吉的差距就像马拉松后半程——刚开始看不出,跑久了稳定性就掉屁股。毛刺、振纹会让你哭。但如果你干的是批量零件的精加工,比如液压阀体、航空连接件,那科德、纽威这些一线品牌完全能顶上去。我手头有用户测的数据:重复定位精度±2.5微米,和日本马扎克对标型号差在0.5微米以内。关键是,售后响应快得离谱——老张跟我说,有次主轴异响,上午打电话下午工程师就拎着仪器飞过来了。这点德国人做不到。
生态的缺口,比技术更要命
 生态的缺口,比技术更要命
生态的缺口,比技术更要命
但我必须泼盆冷水。机床行业不是单兵作战能赢的。你系统突破了,光栅尺还卡在雷尼绍手里;光栅尺突破了,主轴轴承还指着NSK。去年长春光机所搞出精度±1角秒的绝对式光栅,样机出来欢天喜地,结果一量产,成品率连40%都不到。为什么?超精密磨床没跟上,检测设备还是英国货。
这就是高端装备的诡异之处——整个产业链的短板会互相踩脚。你机床精度上去了,刀具不行,白搭。涂层技术我们落后太多,物理气相沉积设备基本靠进口。刀具材料也是,硬质合金领域的纳米晶粒控制,株洲钻石这两年有突破,但批量一致性相比山特维克还是差口气。
问:国家政策这几年猛推高端装备,钱也不少,为什么突破还是这么慢?答:钱能解决很多事,但解决不了“疲劳曲线”。一个精密滚动体的寿命测试,要跑两万小时才能给结论。你不能拿钱把时间砸快。还有软件生态——数控系统里那些CAD/CAM后处理程序,需要积累几万种零件的工艺参数库。这个没法弯道超车,就得靠日子磨。不过乐观的一面是,下游客户愿意试错了。以前谁敢用国产系统?现在批量采购前,很多厂会给国产机三个月试用期,干出来检测报告说话。这种信任,比多少钱都值。
还有个容易被忽略的软肋——后处理工艺人才。五轴编程不光会软件就行,得懂材料、懂刀具、懂冷却液喷射角度。一个好工艺员年薪开到40万还抢不到。高校呢?还在教学生在仿真软件里切塑料块,跟真实工况差着十万八千里。
我去年参观过一家民企,老板直接挖了个退休的日本老技师,老爷子63岁,每天在车间调机,带徒弟。一聊才知道,人家上世纪90年代就在牧野搞铝结构件的高速铣削。这种经验,写在任何课本上吗?没有。
所以,别信什么“弯道超车”的鬼话。高端装备这块,就是硬骨头,一点点啃。但话说回来,啃得下来,就是满口金牙。
现在全球供应链动荡,反而给了国产替代一个窗口。不少外资机床交期从半年拉长到18个月,谁等得起?加上Z治因素,买德国机器还得担心被监控、被限用。这种焦虑,正把用户推向国产阵营。算是一次不太舒服的加速吧。💡
说到底,机床这东西,和手表很像。瑞士表准,是几百年磨出来的手艺和供应链。我们起步晚了,但好在人不傻,也肯下死工夫。剩下的,就看产业界能不能沉住气,别刚有点起色就一窝蜂降价抢市场——那才是真正的绝症。