数控机床精度衰减?这几点没搞懂就别怪机床不耐用
说说我上个月碰到的一件糟心事。
一家做航空结构件的厂子,五台加工中心,才用了三年,位置精度全超差。老板急得跳脚,以为机床本身质量不行,差点找厂家扯皮。结果呢?一查,根本不是主轴或者丝杠的锅。
——是地基。
没错,车间旁边新修了一条路,重型卡车天天跑,振动传到地基上,长期微幅下沉,机床水平早跑了。
你说冤不冤? 很多人总觉得数控机床嘛,买回来往那儿一放,编程干活就完了。哪有这么简单。
 数控机床硬轨拉伤表面放大图
再一个,电气漂移。 伺服驱动器的编码器反馈,光栅尺的信号……长期在油雾、粉尘环境里,接插件氧化,信号衰减,零点飘了。 操作工可能觉得“对刀不准”,实际上机床坐标系自己都歪了。 这玩意儿隐蔽得很,往往查遍机械部分没问题,最后测电气才发现。
问:那怎么判断自家机床精度是不是在可接受范围内?有没有简单实用的方法?
答:别一上来就买几十万的激光干涉仪,小厂根本玩不转。 最简单:做个检棒。 买一根高精度标准芯棒,装主轴上,用千分表打跳动和近端、远端高度差,看径向跳动和端面跳动,再拉一个工作台的T型槽基准面,测垂直度。 这个方法成本低,但能看出大部分问题。 如果有条件的,再上个球杆仪,跑个圆度测试,反向间隙、换向突跳、伺服不匹配……全暴露了。 实测下来,很多“老当益壮”的床子,圆度超差到30μm以上,自己还觉得挺准。
选型时挖下的坑,后来都得用钱填
说实话,我们现在很多工厂买数控机床,跟风太严重。 比如,动不动就要五轴联动,觉得高大上。 可你干的活根本不需要联动加工,三轴加个转台就能搞定,偏偏多花一倍的钱,还得配更贵的CAM软件和后置。 然后因为编程复杂、维护要求高,设备利用率不到30%。
还有盲目追求高精度。 我曾经劝一个做农用机械的朋友,别上全闭环光栅的机床,他那儿环境差,铁屑、切削液乱飞,光栅尺很快就污染、报警。 用半闭环,靠机械精度保持性,反而更皮实。 他不听,结果现在那台机成了“娇小姐”,三天两头停机。 所以,精度等级一定要匹配工艺需求,别自己给自己找麻烦。
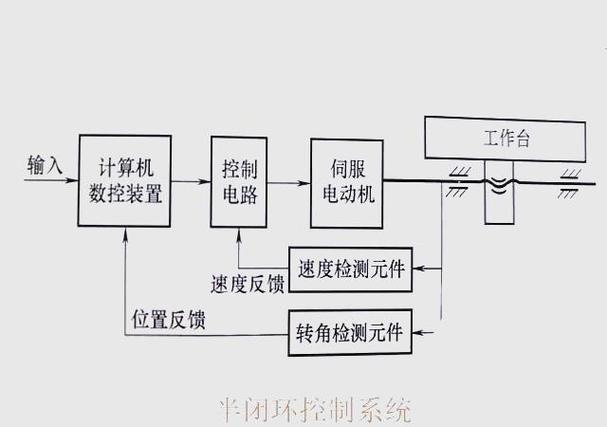
数控机床半闭环与全闭环系统对比示意图
另一个坑:忽略机床基础刚性。 去展会上看,很多机床参数漂亮,快移速度40m/min,加速度1g。 但你仔细看床身结构——到底是整体铸造还是焊接件?立柱是多筋还是大单薄壁? 刚性不足,高速时整机颤振,光有速度有啥用? 我碰到过一台镗铣床,主轴一伸出超过300mm就振刀,查来查去,滑枕的重心补偿曲线根本没调好,出厂就是糊弄。
问:机床用久了,精度确实在掉,难道只能大修或者报废?有没有延长精度的维护手段?
答:有! 而且有些措施成本低得惊人。 第一,把冷却液管理做好。 浓度不够,锈蚀导轨;浓度太高,腐蚀密封件。 定期检测浓度、pH值,更换过滤网。 第二,液压系统和润滑系统,很多人换油不换滤芯,等于没换。 还有,气源干燥! 气动元件进水汽,会导致换刀机构误动作、主轴拉刀力下降,间接影响精度。 第三,每年做一次精度全面体检,不一定找原厂,有第三方服务公司带着激光干涉仪、球杆仪上门,几千块就能做,出具报告,建立精度档案。 这样你才知道它的衰减曲线,提前预防,而不是等出废品了才着急。
最后,我还得说一句:操作人员的因素,被严重低估了。 同样的机床,一个人干就天天撞刀,另一个干就稳稳当当。 你以为只是编程问题? 不,是日常检查——比如机床水平,老手会拿水平仪每周自己校一次,新手呢? 从来不看。 还有装夹,夹紧力过大,工件变形,卸下后尺寸变了,反过头来怪机床。 这些细节,才是精度保持的软实力。
数控机床,其实就是一个由机械、电气、液压、气动、数控系统构成的复杂精密系统。 不要神化它,也不要妖魔化它。 你懂它,它才给你出力;你糊弄它,它马上糊弄你的活儿。
就这样。
数控机床硬轨拉伤表面放大图
再一个,电气漂移。 伺服驱动器的编码器反馈,光栅尺的信号……长期在油雾、粉尘环境里,接插件氧化,信号衰减,零点飘了。 操作工可能觉得“对刀不准”,实际上机床坐标系自己都歪了。 这玩意儿隐蔽得很,往往查遍机械部分没问题,最后测电气才发现。
问:那怎么判断自家机床精度是不是在可接受范围内?有没有简单实用的方法?
答:别一上来就买几十万的激光干涉仪,小厂根本玩不转。 最简单:做个检棒。 买一根高精度标准芯棒,装主轴上,用千分表打跳动和近端、远端高度差,看径向跳动和端面跳动,再拉一个工作台的T型槽基准面,测垂直度。 这个方法成本低,但能看出大部分问题。 如果有条件的,再上个球杆仪,跑个圆度测试,反向间隙、换向突跳、伺服不匹配……全暴露了。 实测下来,很多“老当益壮”的床子,圆度超差到30μm以上,自己还觉得挺准。
选型时挖下的坑,后来都得用钱填
说实话,我们现在很多工厂买数控机床,跟风太严重。 比如,动不动就要五轴联动,觉得高大上。 可你干的活根本不需要联动加工,三轴加个转台就能搞定,偏偏多花一倍的钱,还得配更贵的CAM软件和后置。 然后因为编程复杂、维护要求高,设备利用率不到30%。
还有盲目追求高精度。 我曾经劝一个做农用机械的朋友,别上全闭环光栅的机床,他那儿环境差,铁屑、切削液乱飞,光栅尺很快就污染、报警。 用半闭环,靠机械精度保持性,反而更皮实。 他不听,结果现在那台机成了“娇小姐”,三天两头停机。 所以,精度等级一定要匹配工艺需求,别自己给自己找麻烦。
数控机床半闭环与全闭环系统对比示意图
另一个坑:忽略机床基础刚性。 去展会上看,很多机床参数漂亮,快移速度40m/min,加速度1g。 但你仔细看床身结构——到底是整体铸造还是焊接件?立柱是多筋还是大单薄壁? 刚性不足,高速时整机颤振,光有速度有啥用? 我碰到过一台镗铣床,主轴一伸出超过300mm就振刀,查来查去,滑枕的重心补偿曲线根本没调好,出厂就是糊弄。
问:机床用久了,精度确实在掉,难道只能大修或者报废?有没有延长精度的维护手段?
答:有! 而且有些措施成本低得惊人。 第一,把冷却液管理做好。 浓度不够,锈蚀导轨;浓度太高,腐蚀密封件。 定期检测浓度、pH值,更换过滤网。 第二,液压系统和润滑系统,很多人换油不换滤芯,等于没换。 还有,气源干燥! 气动元件进水汽,会导致换刀机构误动作、主轴拉刀力下降,间接影响精度。 第三,每年做一次精度全面体检,不一定找原厂,有第三方服务公司带着激光干涉仪、球杆仪上门,几千块就能做,出具报告,建立精度档案。 这样你才知道它的衰减曲线,提前预防,而不是等出废品了才着急。
最后,我还得说一句:操作人员的因素,被严重低估了。 同样的机床,一个人干就天天撞刀,另一个干就稳稳当当。 你以为只是编程问题? 不,是日常检查——比如机床水平,老手会拿水平仪每周自己校一次,新手呢? 从来不看。 还有装夹,夹紧力过大,工件变形,卸下后尺寸变了,反过头来怪机床。 这些细节,才是精度保持的软实力。
数控机床,其实就是一个由机械、电气、液压、气动、数控系统构成的复杂精密系统。 不要神化它,也不要妖魔化它。 你懂它,它才给你出力;你糊弄它,它马上糊弄你的活儿。
就这样。
精度的隐形杀手:你根本想不到
热变形,老生常谈,但大多数人只盯着主轴冷却。真正容易忽略的是丝杠和床身的热对称性。 见过车间早上开机头几件活总超差么? 那就是热机没到位。 别小看那0.01mm的热伸长,干精密件就是废品。 还有导轨磨损。很多人觉得硬轨耐重切削,就拼命上硬轨。可你想过没有,硬轨是滑动摩擦,低速重载时很容易产生爬行——表面上看光洁度不好,其实背后是导轨面已经拉伤了。 这不是换个刮屑板能解决的。 数控机床硬轨拉伤表面放大图
再一个,电气漂移。 伺服驱动器的编码器反馈,光栅尺的信号……长期在油雾、粉尘环境里,接插件氧化,信号衰减,零点飘了。 操作工可能觉得“对刀不准”,实际上机床坐标系自己都歪了。 这玩意儿隐蔽得很,往往查遍机械部分没问题,最后测电气才发现。
问:那怎么判断自家机床精度是不是在可接受范围内?有没有简单实用的方法?
答:别一上来就买几十万的激光干涉仪,小厂根本玩不转。 最简单:做个检棒。 买一根高精度标准芯棒,装主轴上,用千分表打跳动和近端、远端高度差,看径向跳动和端面跳动,再拉一个工作台的T型槽基准面,测垂直度。 这个方法成本低,但能看出大部分问题。 如果有条件的,再上个球杆仪,跑个圆度测试,反向间隙、换向突跳、伺服不匹配……全暴露了。 实测下来,很多“老当益壮”的床子,圆度超差到30μm以上,自己还觉得挺准。
数控机床硬轨拉伤表面放大图
再一个,电气漂移。 伺服驱动器的编码器反馈,光栅尺的信号……长期在油雾、粉尘环境里,接插件氧化,信号衰减,零点飘了。 操作工可能觉得“对刀不准”,实际上机床坐标系自己都歪了。 这玩意儿隐蔽得很,往往查遍机械部分没问题,最后测电气才发现。
问:那怎么判断自家机床精度是不是在可接受范围内?有没有简单实用的方法?
答:别一上来就买几十万的激光干涉仪,小厂根本玩不转。 最简单:做个检棒。 买一根高精度标准芯棒,装主轴上,用千分表打跳动和近端、远端高度差,看径向跳动和端面跳动,再拉一个工作台的T型槽基准面,测垂直度。 这个方法成本低,但能看出大部分问题。 如果有条件的,再上个球杆仪,跑个圆度测试,反向间隙、换向突跳、伺服不匹配……全暴露了。 实测下来,很多“老当益壮”的床子,圆度超差到30μm以上,自己还觉得挺准。
选型时挖下的坑,后来都得用钱填
 选型时挖下的坑,后来都得用钱填
说实话,我们现在很多工厂买数控机床,跟风太严重。 比如,动不动就要五轴联动,觉得高大上。 可你干的活根本不需要联动加工,三轴加个转台就能搞定,偏偏多花一倍的钱,还得配更贵的CAM软件和后置。 然后因为编程复杂、维护要求高,设备利用率不到30%。
还有盲目追求高精度。 我曾经劝一个做农用机械的朋友,别上全闭环光栅的机床,他那儿环境差,铁屑、切削液乱飞,光栅尺很快就污染、报警。 用半闭环,靠机械精度保持性,反而更皮实。 他不听,结果现在那台机成了“娇小姐”,三天两头停机。 所以,精度等级一定要匹配工艺需求,别自己给自己找麻烦。
选型时挖下的坑,后来都得用钱填
说实话,我们现在很多工厂买数控机床,跟风太严重。 比如,动不动就要五轴联动,觉得高大上。 可你干的活根本不需要联动加工,三轴加个转台就能搞定,偏偏多花一倍的钱,还得配更贵的CAM软件和后置。 然后因为编程复杂、维护要求高,设备利用率不到30%。
还有盲目追求高精度。 我曾经劝一个做农用机械的朋友,别上全闭环光栅的机床,他那儿环境差,铁屑、切削液乱飞,光栅尺很快就污染、报警。 用半闭环,靠机械精度保持性,反而更皮实。 他不听,结果现在那台机成了“娇小姐”,三天两头停机。 所以,精度等级一定要匹配工艺需求,别自己给自己找麻烦。
 数控机床半闭环与全闭环系统对比示意图
另一个坑:忽略机床基础刚性。 去展会上看,很多机床参数漂亮,快移速度40m/min,加速度1g。 但你仔细看床身结构——到底是整体铸造还是焊接件?立柱是多筋还是大单薄壁? 刚性不足,高速时整机颤振,光有速度有啥用? 我碰到过一台镗铣床,主轴一伸出超过300mm就振刀,查来查去,滑枕的重心补偿曲线根本没调好,出厂就是糊弄。
问:机床用久了,精度确实在掉,难道只能大修或者报废?有没有延长精度的维护手段?
答:有! 而且有些措施成本低得惊人。 第一,把冷却液管理做好。 浓度不够,锈蚀导轨;浓度太高,腐蚀密封件。 定期检测浓度、pH值,更换过滤网。 第二,液压系统和润滑系统,很多人换油不换滤芯,等于没换。 还有,气源干燥! 气动元件进水汽,会导致换刀机构误动作、主轴拉刀力下降,间接影响精度。 第三,每年做一次精度全面体检,不一定找原厂,有第三方服务公司带着激光干涉仪、球杆仪上门,几千块就能做,出具报告,建立精度档案。 这样你才知道它的衰减曲线,提前预防,而不是等出废品了才着急。
最后,我还得说一句:操作人员的因素,被严重低估了。 同样的机床,一个人干就天天撞刀,另一个干就稳稳当当。 你以为只是编程问题? 不,是日常检查——比如机床水平,老手会拿水平仪每周自己校一次,新手呢? 从来不看。 还有装夹,夹紧力过大,工件变形,卸下后尺寸变了,反过头来怪机床。 这些细节,才是精度保持的软实力。
数控机床,其实就是一个由机械、电气、液压、气动、数控系统构成的复杂精密系统。 不要神化它,也不要妖魔化它。 你懂它,它才给你出力;你糊弄它,它马上糊弄你的活儿。
就这样。
数控机床半闭环与全闭环系统对比示意图
另一个坑:忽略机床基础刚性。 去展会上看,很多机床参数漂亮,快移速度40m/min,加速度1g。 但你仔细看床身结构——到底是整体铸造还是焊接件?立柱是多筋还是大单薄壁? 刚性不足,高速时整机颤振,光有速度有啥用? 我碰到过一台镗铣床,主轴一伸出超过300mm就振刀,查来查去,滑枕的重心补偿曲线根本没调好,出厂就是糊弄。
问:机床用久了,精度确实在掉,难道只能大修或者报废?有没有延长精度的维护手段?
答:有! 而且有些措施成本低得惊人。 第一,把冷却液管理做好。 浓度不够,锈蚀导轨;浓度太高,腐蚀密封件。 定期检测浓度、pH值,更换过滤网。 第二,液压系统和润滑系统,很多人换油不换滤芯,等于没换。 还有,气源干燥! 气动元件进水汽,会导致换刀机构误动作、主轴拉刀力下降,间接影响精度。 第三,每年做一次精度全面体检,不一定找原厂,有第三方服务公司带着激光干涉仪、球杆仪上门,几千块就能做,出具报告,建立精度档案。 这样你才知道它的衰减曲线,提前预防,而不是等出废品了才着急。
最后,我还得说一句:操作人员的因素,被严重低估了。 同样的机床,一个人干就天天撞刀,另一个干就稳稳当当。 你以为只是编程问题? 不,是日常检查——比如机床水平,老手会拿水平仪每周自己校一次,新手呢? 从来不看。 还有装夹,夹紧力过大,工件变形,卸下后尺寸变了,反过头来怪机床。 这些细节,才是精度保持的软实力。
数控机床,其实就是一个由机械、电气、液压、气动、数控系统构成的复杂精密系统。 不要神化它,也不要妖魔化它。 你懂它,它才给你出力;你糊弄它,它马上糊弄你的活儿。
就这样。