注塑件报废率居高不下?我踩过的5个大坑,个个扎心
刚入行那两年,我简直快被注塑件逼疯了。
一堆堆废品——银丝、缩水、飞边、翘曲……你想象不出那些五花八门的缺陷能让人多崩溃。老板脸色铁青,客户电话狂催。我那会儿常蹲在注塑机旁边,盯着模具开合,脑子一片空白。
后来?踩的坑多了,自然就学乖了。今天把这些血泪史分享出来,不是卖惨,是真心想让你们少走弯路。毕竟谁跟钱过不去呢,对吧?
坑一:原料干燥不到位,全是泪
记得有次做PA66的齿轮注塑件,参数调了又调,表面总有银丝,像蚯蚓爬过似的。开始以为是温度不够,狂加料温——结果更惨,材料降解,满车间焦味。后来老师傅瞥了一眼料斗:"你烘了吗?" 我傻了,雨天湿度85%,尼龙不烘透?作死啊!
注塑件的很多问题,根源其实在预处理。PA、PC、PET这些吸湿料,干燥不到位,水汽在炮筒里气化,表面银丝、内部气泡,强度直线下降。烘干温度、时间都有讲究,别凭感觉,露点仪该用就用。
 注塑件银丝缺陷
注塑件银丝缺陷
想起某次急着交货,料只烘了半小时就上机,结果整批齿轮检测扭矩不合格——后面赔了客户五万。真的,干燥环节省十分钟,报废赔款让你肉疼。现在每台干燥机我都贴了定时巡检表,再也不敢马虎。💡
坑二:模温控制——看不见的杀手
很多人只盯着注射压力、速度,模温?压根不在意。 错得离谱。
模温不均,注塑件内部应力能搞死你。做大型薄壁件,局部冷太快,收缩不一致,出来就翘曲。更邪门的是,有些变形当时不明显,放几天自己弯了——你找谁说理去?
模具水路设计是关键。我见过最蠢的设计:水路离型腔十万八千里,模温机设120℃,实际型腔表面才80℃。这能做好?后来逼着模具厂改随形水路,3D打印模仁,温度场均匀多了。虽然一副模具贵了两万,但注塑件良率从70%飙到95%,值啊。
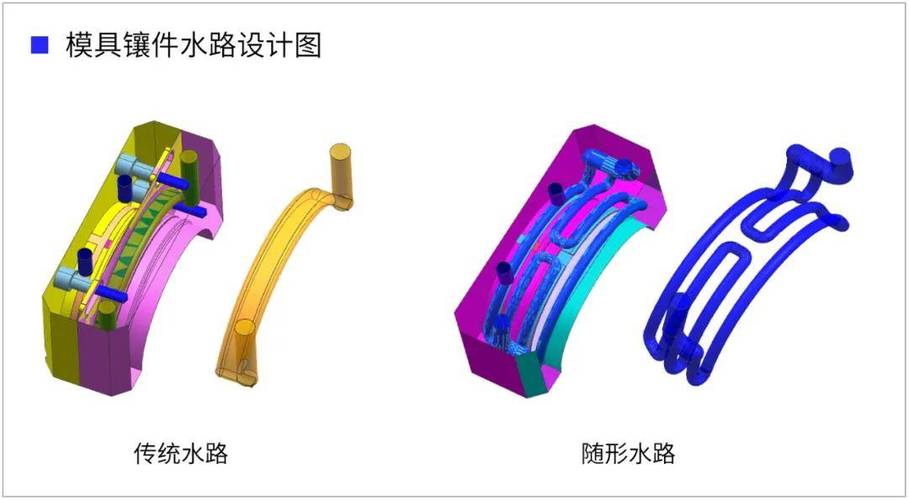 注塑模具随形水路设计
注塑模具随形水路设计
❗ 还有个坑:升温降温别太猛,模具钢材受不了。热胀冷缩久了,微裂纹一出来,等着修模吧。
问答
问:调机时射出压力越高越好?这样能打得更满吧?
答:打住!这是新手最容易犯的错。高压高速确实能快速填满型腔,但副作用大了去了——飞边、内应力过大、顶白、甚至胀模。尤其对玻纤增强料,高压让纤维取向,注塑件各向异性翘得更欢。正确做法是先用低压慢速找平衡,保证外观的前提下,压力尽可能低。保压阶段再根据缩水情况单独调,别把射出和保压混为一谈。实在不行,做套DOE实验找窗口,比拍脑袋靠谱。
坑三:脱模斜度那点事儿,别犟
 坑三:脱模斜度那点事儿,别犟
坑三:脱模斜度那点事儿,别犟
产品设计师最喜欢干的事:0脱模斜度。美其名曰"垂直面有科技感"。我:???
模具开出来,顶出要么拉白,要么直接粘模。操机师傅拿着铜棒哐哐敲,型腔敲出坑,一套模具几十万——废了。跟老板说加斜度,他心疼那点材料?好吧,你舍不得加,产品拉伤报废,算算哪个贵?
一般筋位至少0.5度,深腔1度以上,咬花面还得另加。皮纹越粗,斜度越大。别问我怎么知道的,当年为了一套火花纹模具,光抛光就花了八千。✅
问答
问:注塑件尺寸不稳定,今天大明天小,怎么破?
答:尺寸飘,多半是过程不稳定。先查背压——背压太小,熔胶密度不均,每模注射量忽多忽少;背压太大,材料降解。再查冷却时间——冷却要一致,模温机进出口温差不能超过2度,最好装个流量计监控。还有保压切换点,别死守位置切换,试试压力切换更稳定。另外,车间早晚温差大也会影响,空调该开就开,别省那点电费。
坑四:模具保养,懒不得
 坑四:模具保养,懒不得
坑四:模具保养,懒不得
模具是注塑件的妈,你对它不好,它就给你生一堆畸形儿。定期保养不是擦擦表面,分型面排气槽堵塞——那是飞边和烧焦的元凶。顶针、滑块、导柱,润滑不能断,不然卡死拉伤,修模清单又多一项。
我们厂现在强制TPM:每10万模次清洗排气槽,50万模次全面拆检。虽然麻烦,但连续生产稳定啊。那种"坏了再修"的思路,早晚把人折腾进ICU。
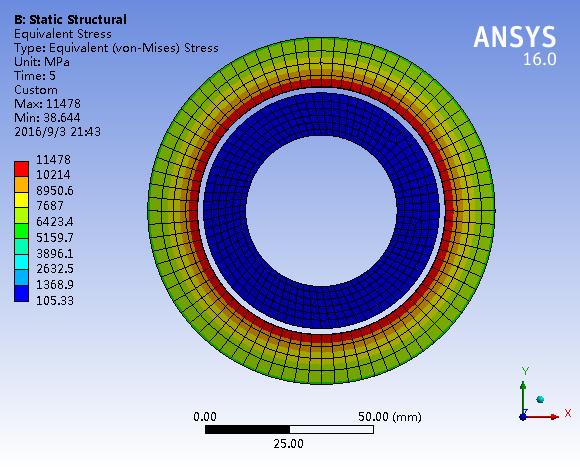
坑五:仿真不做,量产火葬场
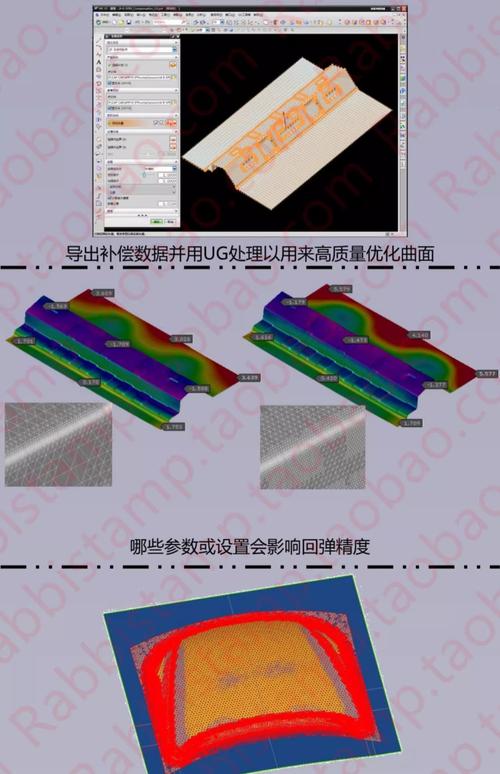
现在都2025年了,还凭经验闭眼试模?Moldflow模流分析已经是标配了好吗。充填、保压、冷却、翘曲,软件一跑,潜在缺陷一目了然。熔接线在哪,困气在哪,提前优化浇口位置和流道尺寸,比你试模十次都准。
上个月一个汽车支架项目,客户要求CPK≥1.67。我们直接用Moldex3D做了全域仿真,连玻纤取向导致的翘曲都预测了,模具补偿一次到位,试模几乎零调整。这放在五年前,没两周折腾不下来。数字化这东西,用了就回不去。
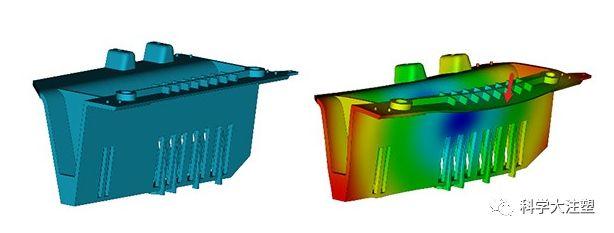 Moldflow注塑仿真翘曲分析
Moldflow注塑仿真翘曲分析
💡 当然,仿真不是万能,输入垃圾输出垃圾。材料物性参数要准,工艺设定要贴近实际。那种随便选个牌号就跑的,结果跟现实差个十万八千里,怪软件?怪自己懒吧。
说实话,注塑件看似简单,玩深了全是细节。每次看到那些"差不多就行"的操作,我都忍不住想——急什么?那点时间成本,远不够你后面擦屁股的。稳着来,把基础做扎实,比什么都强。好了,不说了,我去巡机了。