铸件缺陷:那些老师傅都不一定全见过的“坑”——从气孔到缩松,一次说透
干铸造的,谁敢说自己没碰上过废品?前天晚上,李工还在群里吐槽,一炉不锈钢铸件,全废了。原因?气孔。密密麻麻,跟蜂窝似的。老板脸都绿了。铸件缺陷,真是让人又恨又怕的东西。你说它常见吧,有时候明明工艺照旧,突然就给你来一批不合格品。你要说它罕见,铸造圈混几年,砂眼、缩孔、裂纹……什么妖魔鬼怪都打过交道。
说实话,搞铸件就像开盲盒。没抛丸之前,心里七上八下。有回我负责的一个泵体,关键部位加工到最后一刀,露出个黄豆大小的缩孔——得,直接报废。那心情,简直了。
不过话说回来,缺陷这事儿,怕也没用。得琢磨透。今天就敞开聊,纯经验之谈。
气孔与缩孔:你别再傻傻分不清楚
气孔和缩孔,新手经常弄混。其实一眼就能看明白——气孔内壁光滑,圆溜溜的;缩孔呢?粗糙,形状不规则,像烂泥巴干了之后裂开的口子。对吧?
气孔怎么来的?气体没跑出去。金属液浇进去,型砂里的水分瞬间气化,或者熔炼时吸气太多,凝固时溶解度下降,气体析出却来不及上浮。就困在里头了。尤其是薄壁件,冷却快,气体更没机会逃。预防?型砂透气性要好,浇注温度别太高,必要时加上出气冒口。❗还有个绝招:看天气。下雨天空气湿度大,型砂回潮,气孔废品率肯定飙升。老师傅都懂,晴天干活顺手得多。
缩孔就不同了。它是个补缩问题。液态收缩加凝固收缩,体积减小,如果没金属液及时补进去,最后凝固的地方就拉出一个空洞。设计浇冒口系统时,一定得遵循顺序凝固原则,让缩孔跑到冒口里去。有时候为了消灭一个细微的缩松,我们把冒口改了三次,就差拿放大镜找了。
 铸件内部缩孔X光检测图
铸件内部缩孔X光检测图
缩松比缩孔更隐蔽。分散的微小孔洞,跟海绵一样。它往往出现在壁厚不均匀的热节处。很多铸件试压漏水,罪魁祸首就是缩松。超声波探伤时,那种星星点点的反射波,看着就头疼。要我说,模拟软件再好,不如老铸造人的手感。但话又说回来,现在MAGMA模拟确实能帮大忙,预测缩孔位置挺准的,省了不少试错成本。
砂眼、夹渣:这些“外来户”怎么赶走?
砂眼,铸造业的牛皮癣。型砂强度不够,或者浇注时冲刷下来,就混进金属里了。有时候造型没压实,局部松散,铁水一冲,全完蛋。更可恨的是,砂眼往往在加工后才暴露,白费了机加工工时。
说到这个,想起以前做机床床身,加工面偶尔冒出针尖大的砂眼,只能焊补。焊完还得回火,否则应力释放了又会裂。一来二去,利润全搭进去了。后来怎么解决的?型砂里加了适量膨润土和淀粉,提高湿压强度;浇注系统也改了,让金属液平缓流入,别直冲型壁。✅效果很明显,砂眼率从5%降到0.3%以下。
 铸件表面砂眼缺陷高清图
铸件表面砂眼缺陷高清图
夹渣也挺烦人的。钢水里的脱氧产物、炉衬剥落物,一旦卷入铸件,性能就受影响,特别是疲劳寿命。熔炼时勤扒渣、浇包用茶壶包、浇注系统加过滤网——都是常规操作。但有时候浇注温度偏低,渣子浮不上来,就留在里面了。所以温度控制,真是个精细活。
裂纹、变形:应力在作祟
 裂纹、变形:应力在作祟
裂纹、变形:应力在作祟
裂纹分热裂和冷裂。热裂在高温时发生,断口氧化严重,颜色发暗。冷裂是冷却后期或落砂后出现的,断口金属光泽。热裂和铸件结构设计关系太大。尖角、壁厚突变,分分钟应力集中。有一次我们一个框架件,四条腿根部总是裂,后来把圆角从R3加大到R15,才消停。
变形呢?就是应力释放后铸件弯了。大型平板、长轴类铸件最容易变形。你别指望完全不变形,只能靠反变形量、拉筋、或者时效处理来校正。焊接结构件搞振动时效,铸件多用热时效。现在有种深冷处理,据说对尺寸稳定性特别好,我们试过几次,确实有效,但成本是个问题。
有时候明明按工艺做的,裂纹还是出现了。查来查去,原来是落砂太早,铸件还在红热状态,一受震动就裂了。这些细节,书本上不会写得这么血淋淋。
问:我们厂最近生产的球铁铸件,加工后出现大量皮下气孔,怎么回事?
答:皮下气孔多出现在湿型铸造的球铁件上,位于表皮以下1-3mm。根本原因是铁水中的镁与型砂中的水分反应,产生氢气或一氧化碳气泡。对策:降低型砂水分(控制在3.5-4.5%),提高浇注温度(不低于1320℃),铁水充分除气,并在型砂中加入煤粉等碳质材料。另外,球化处理后要快速浇注,别让铁水停留太久。
问:不锈钢铸件缩松特别严重,冒口补缩不到怎么办?
答:不锈钢收缩率大,导热慢。可以试试放冷铁,加速局部冷却,迫使缩松区转移;或者用发热冒口、保温冒口,加强补缩效率。模拟软件优化一下浇冒口位置,有时候加个补贴就能解决。你如果是熔模铸造,注意模壳温度,太低了冷隔,太高了缩松。
无损检测:给铸件做个“CT”
现在客户要求越来越高,别说内部缺陷,表面粗糙度都拿放大镜看。检测手段必须跟上。超声波探伤(UT)用于检测内部缩孔、裂纹;磁粉探伤(MT)查表面和近表面缺陷;渗透探伤(PT)针对非磁性的不锈钢;X射线(RT)最直观,但成本高。我们厂刚上了一台工业CT,能把三维缺陷看得清清楚楚,连缩松的孔隙率都能算出来。💡虽然肉疼,但高端订单接得住,值了。
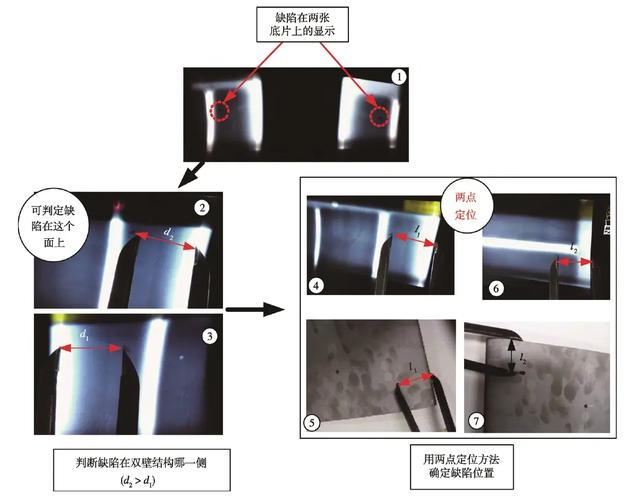 工业X射线检测铸件缺陷影像
工业X射线检测铸件缺陷影像
质量管理这事,别等最后全检才发现问题。过程控制才有用。从原材料、砂处理、造型、熔炼、浇注、清理,每个环节都得盯紧。SPC统计过程控制,听起来高大上,其实说白了就是画控制图,看趋势。比如每天测型砂水分,一有异常马上调整,比事后返工强百倍。
写到这里,忽然觉得铸造这行,苦是真苦。但每次看到毛坯从清理滚筒里滚出来,银光闪闪,没任何缺陷——那种成就感,够吹好几天牛。你是不是也有同感?