柔性制造的“坑”与“路”:一位老工程师的碎碎念
去年,老板把我拉到一边,说:“咱们得搞柔性制造了,不然客户那点小批量多品种的单子根本接不住。” 我心里咯噔一下——柔性制造,这词我熟,但真干起来……全是泪。
先说个事儿。我们第一次尝试“柔性”,是把加工中心连上线,配上AGV小车。结果呢?设备利用率反而降了20%。为啥?因为信息系统没打通,工件到了机床跟前,程序还没调出来,干等着。说实话,那时候我真想把供应商的方案扔他脸上。
“柔性”究竟是个什么感觉?
很多人以为柔性制造就是设备能换着花样干活。没错,但不全是。真正的柔性,是同时满足多品种、变批量、快响应。你想想,早上跑一种轴,下午换一种盘,晚上可能又要打样新品——切换时间还不能超过10分钟。这得靠什么?硬件是基础,软件才是灵魂。
 柔性制造车间多品种零件混流生产
柔性制造车间多品种零件混流生产
举个例子,我们给汽车零部件做配套,以前一条专机线一年300天跑一个型号。现在客户恨不得一个月变一次设计。逼得我们上马了柔性单元:一台五轴加工中心加一个托盘库,再套上在线测量。程序自动调用,刀具寿命监控,连夹具都是快换的。你别说,虽然投资大了点,但换型时间从4小时缩到了15分钟。😓 中间调试的过程真是脱层皮。
不过话说回来,不是所有厂都需要这么高级的柔性。有些老设备改造一下,加个数控系统,也能混线生产。关键看你的产品谱系。对吧?别听销售忽悠,一上来就推全套柔性线。
软硬兼施:搞柔性制造,哪些钱不能省?
我踩过最大的坑,就是重硬轻软。
当初买设备,精挑细选,主轴转速、定位精度一丝不苟。可到了MES、APS这些系统上,就抠抠搜搜,用了套开源改的。结果数据采集延迟,排程逻辑简单,车间里半成品堆成山。后来咬牙上了成熟的工业软件,才算理顺。所以说,柔性制造的神经是数据,大脑是算法。
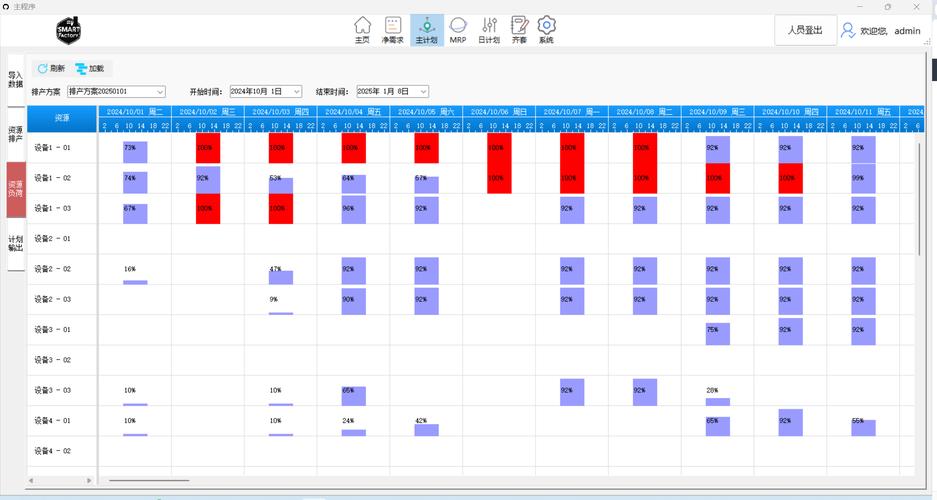 工业软件APS高级排程系统界面
工业软件APS高级排程系统界面
问:我们工厂想上柔性生产线,第一步该做什么?
答:别急着买设备!先做工艺成组分析。把你们所有的产品图纸摊开,找相似特征、相似工艺。你会发现,80%的零件可能都集中在几个族里。基于这个,再规划柔性单元。我见过一个工厂,就靠重新分类刀具和夹具,让一条老线多跑了7种零件,成本几乎没增加。✅ 善用你现有的资源,比买新设备更重要。
问:现在人工智能这么火,用在柔性制造上靠谱吗?
答:分场景。排产优化确实有用,特别是遗传算法、粒子群那些,能帮你把切换矩阵算得更准,瓶颈工序找出来。我们上了之后,设备综合效率(OEE)提了12个百分点。但你要说机器人自己学习抓取陌生工件——在非标件多的场景下,还是拉倒吧。💡 小批量生产,视觉引导的精度和速度还差得远。所以我的态度:拥抱AI,但别迷信。
2024年了,看看别人家怎么干的
 2024年了,看看别人家怎么干的
2024年了,看看别人家怎么干的
上个月去长三角走了几家代工厂,感触很深。一家做精密模具的,把五台电火花机通过轨道机器人连成柔性岛,一人看五台机,夜班无人值守,只留一个维护人员。他们老板说:“以前愁单子杂,现在盼着单子杂——越杂利润越高。” 这就是柔性制造的魔力。
还有个做医疗零件的,更绝。直接搞了条“白纸生产线”:原材料进去,出来就是成品,中间全自动换模、检测、包装。产线长度只有传统线的三分之一,因为省去了中间库存区。客户下单到出货,8小时。❗当然,这种投入不是小数目,但他们拿下了海外大客户,两年回本。
不过,也有反面教材。一家做钣金的,一口气上了柔性折弯中心和自动料库,但操作工还是按计件工资,不愿意学编程,结果系统大半功能闲置。这提醒我们:人的柔性,比设备的柔性更难搞。培训、激励、组织架构都得跟着变。
问:小企业资金有限,怎么低成本实现柔性?
答:分享一个野路子:“夹具柔性化”。设计一套基础底板,上面装可调的定位件和压紧件,配合快换托盘。换产品时,松开几个螺钉调整一下,顶多十几分钟。比买零点定位系统便宜得多。另外,用好数控系统的宏程序功能,参数化编程,也能减少编程时间。再强调一次,先把你的工艺流程捋顺了,很多时候瓶颈不在设备,在流程。💡
最后,我个人的一点碎碎念:柔性制造不是目的,是手段。它帮你应对不确定性,但千万别为了柔性而柔性。算好账,算好产出比,别听风就是雨。这条路坑不少,但踩实了,也就走出来了。