冲压件:从钢板到白车身的极限之旅
冲压件这玩意儿,每天路上跑的汽车,十有八九离不了它。车门、顶盖、纵梁,全是冲出来的。但很多人其实搞不懂——不就是块铁皮,压一下嘛?哎,真这么简单,就不会有修模师傅天天骂娘了❗
轻量化?不是少用铁那么简单
现在主机厂全在喊轻量化,可不是单纯把钢板减薄就完事。减薄了强度不够,一撞就凹,谁买账?所以高强钢、超高强钢、甚至热成形钢往上堆。但材料硬了,冲压就难搞了。回弹大得离谱,有时候模具补偿量能让人算到怀疑人生——明明仿真模拟过,试模还是不对,最后全靠钳工师傅调间隙,锤子砸了磨,磨了砸……💡
说到这,想起去年一个项目,用1.5GPa的QP钢冲B柱加强板,回弹量超过6mm。6mm啊!模具都改了三轮。后来没办法,上了变间隙冲裁+局部感应加热才搞定。所以轻量化?工艺跟不上就是空谈。
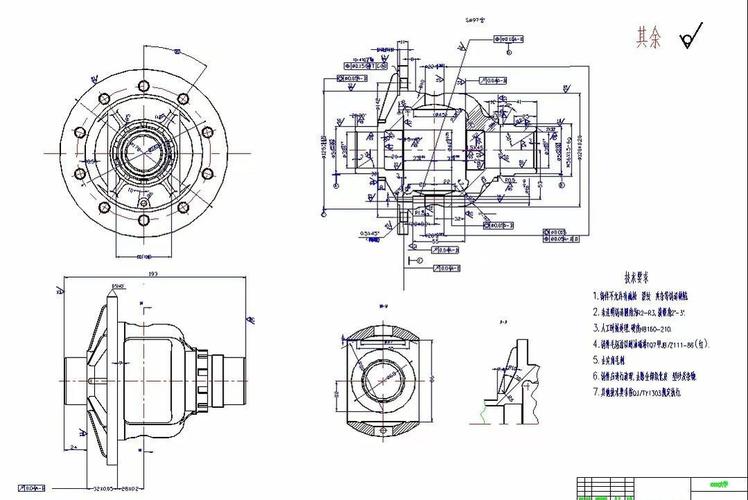
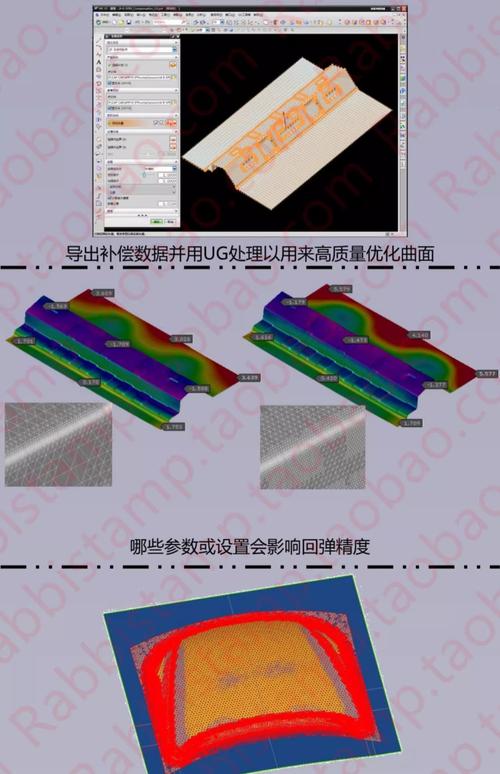 汽车高强钢冲压件回弹补偿示意图
汽车高强钢冲压件回弹补偿示意图
问:都说高强钢难冲,回弹到底怎么控制?
答:说实话,纯靠经验不行了。现在主流做法是先做冲压仿真,拿到回弹量后反向补偿模具型面,但仿真的本构模型得选对,不同钢厂的料差别巨大。现场还得微调,比如改变拉延筋阻力、调整压边力。有些刁钻件,甚至要用到橡皮囊成形或者热冲压,不过那成本就上去了。
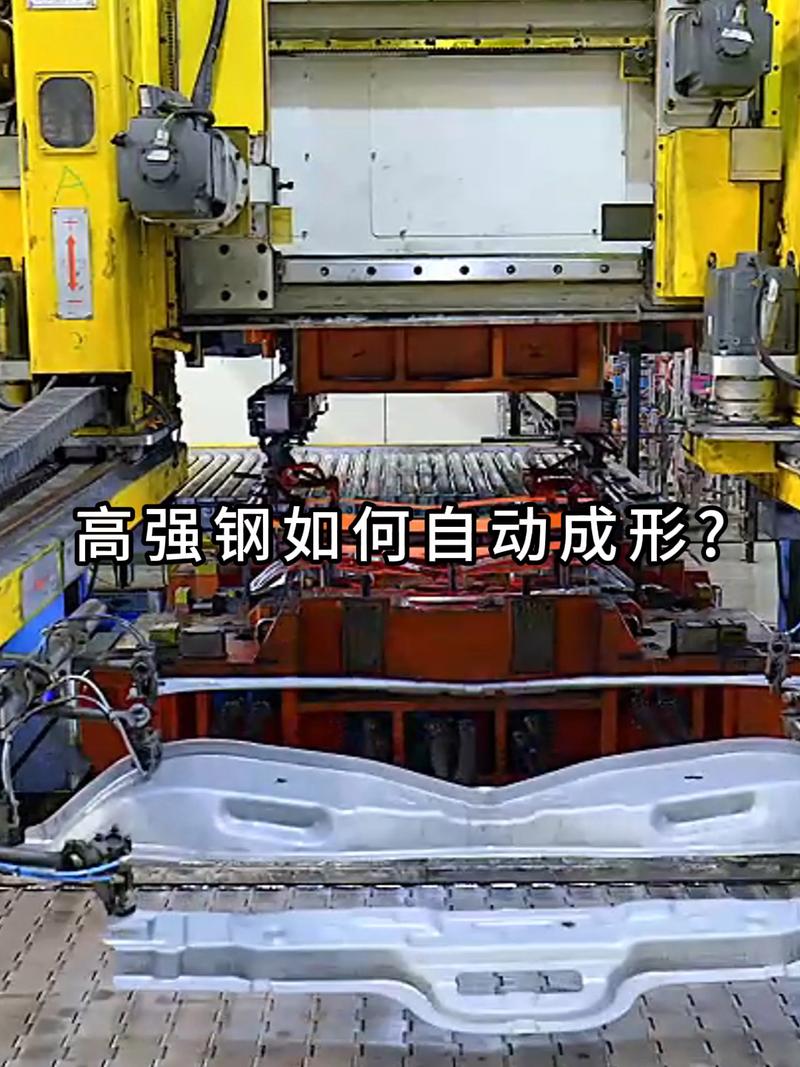
热成形 vs 冷冲压,到底选哪个?
不少人以为热成形就是万能药,其实坑也不少。✅ 优点:成形性能好,回弹小,强度高。但❗ 缺点:模具贵,生产节拍慢,还得专用涂层防止氧化。我一个朋友在铝硅涂层热成形线,抱怨说炉子一天出问题八回,板料偶尔还粘模,一停线就亏大了。
冷冲压呢,只要设备吨位够,模具搞得好,效率高得多。不过有些超高强钢冷冲开裂风险大,就得权衡。例如门槛加强件,有些主机厂用辊压成形替代,但冲压更通用。💡 我的建议:一般强度级别(不超过780MPa)且形状不复杂的,冷冲压优势明显;超过1000MPa,尤其有复杂翻边或小圆角,优先考虑热成形。
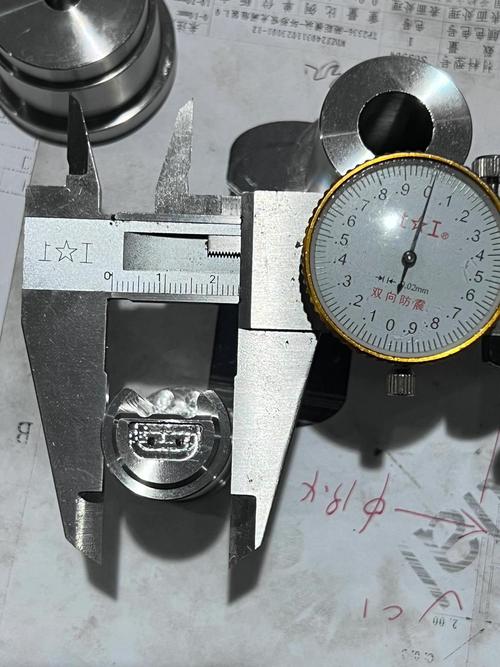
 热成形冲压模具钢板加热过程
热成形冲压模具钢板加热过程
问:热成形件是不是更安全?
答:那肯定,热成形后抗拉强度能到1500MPa以上,碰撞时变形小,乘员舱保得更好。但别神话,热成形件一旦断裂就是脆性断裂,吸能不如一些韧性好的冷冲压件。所以现在很多车是混合策略:A柱、B柱、门环用热成形,纵梁用多相钢冷冲,前面吸能,后面硬扛。
冲压件的“坑”——来自现场的真实吐槽
 冲压件的“坑”——来自现场的真实吐槽
冲压件的“坑”——来自现场的真实吐槽
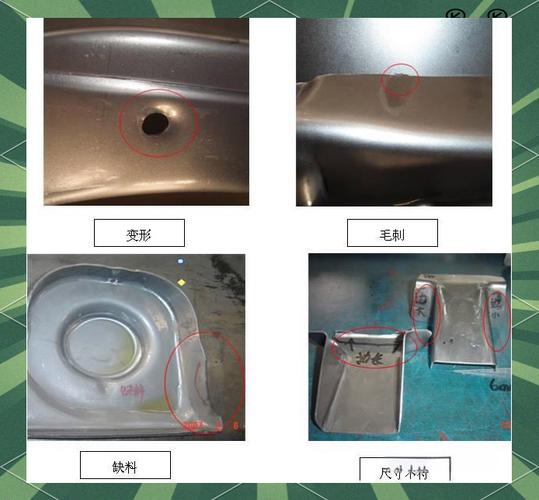
搞冲压工艺的,谁还没被几个问题折磨过?拉裂、起皱、压痕、毛刺……哼,家常便饭。尤其铝板冲压,简直祖宗! 切边容易掉粉,粘在模具上把零件硌出一个个凸点。用过5系、6系铝合金冲门板,开始怎么都搞不定,后来发现润滑油稠度差一点点就要命。
还有个坑:冲压件检测。现在三坐标、蓝光扫描都用上了,但有些厂还卡着±0.5的公差,高强钢回弹那么随机,怎么保证?其实GD&T要合理,关键装配面严格,非关键区稍放大,工艺可行性才高。不然白车身匹配一阵乱批,最后冲压车间背锅。
问:小批量冲压件怎么做更划算?
答:开钢模太贵,那就柔性模,比如聚氨酯模、低熔点合金模,甚至3D打印快速模。有些试制车间用3D打印火具钢模,几千件寿命,成本降一大截。再不济,直接上激光切割+折弯,虽不是传统冲压,但算个补充吧。
未来?——离不开,但也必须变
冲压不太可能被完全取代,白车身整体压铸?也就特斯拉玩得溜,还有不少难点。但冲压本身在变:伺服冲压线越来越普及,滑块运动曲线可编程,深拉深效率高多了;模具方面,热流道、变强度冲压(软区技术)开始冒头,一个零件不同区域不同强度,牛吧?
还有材料端,纳米析出强化钢、第三代高强钢,正把抗拉强度和塑性的矛盾一点点化解。更别说碳纤维复合材料压板,虽然贵,可高端车不在用吗?冲压厂也得眼观六路,光守着传统钢板,迟早被动。
写到这,想起刚入行时老师傅说的:“冲压就是铁皮的艺术,但你要懂材料、懂模具、懂机床,甚至懂点哲学——怎么在开裂和起皱之间找那条线。” 现在听来,依然经典。
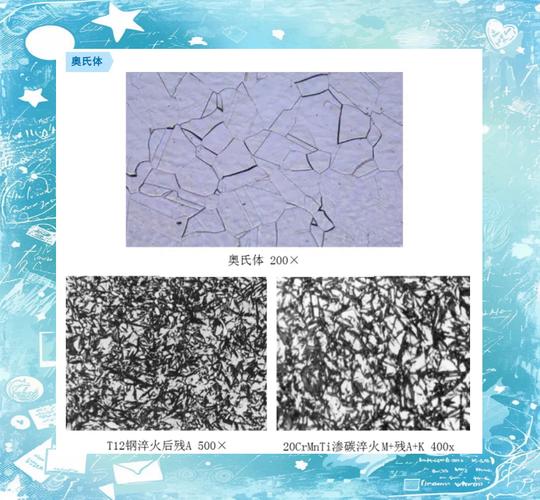
 伺服冲压生产线快速换模
伺服冲压生产线快速换模
好了,不扯远了。总之冲压件这行,水不浅,但玩进去了乐趣无穷。有什么具体问题,评论区砸过来,虽然我不一定回,哈。