非标件:从设计到采购,那些年我们交过的学费
那天下午,车间一个电话打过来,老张嗓门大得跟吵架似的:“你这图纸上的非标件又报废了!公差0.02,咱们那台老爷机根本干不出来!” 我脑袋嗡嗡的——又是非标件。入行八年,被这仨字折腾的次数,比女朋友发的脾气还多。
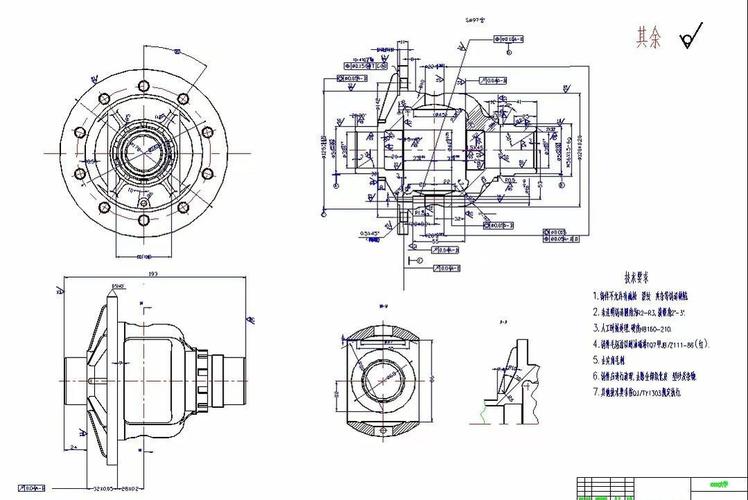 复杂非标件设计图纸
复杂非标件设计图纸
说实话,非标件这东西,机械工程师的必修课,也是噩梦的开始。标准件多省心啊,查查手册,选型下单,到货直接装。非标件呢?得从草图开始,跟加工商扯皮,还得担心装配时会不会干涉。但没办法,很多设备必须用非标件,要不功能实现不了。对吧?
非标件,到底是个什么玩意儿
书本定义我就不背了,简单说就是:市场上买不到现成的,得按你图纸定制的零件。一根奇怪的轴,一个异形法兰,甚至是个带三个耳朵的衬套——只要标准件库里没这号产品,它就是非标件。工业现场千奇百怪的需求,催生了无数非标件。有些是尺寸特殊,有些是材料冷门,还有些纯粹因为设计师那天心情不好画了个诡异的倒角。哈哈,开个玩笑。
但别以为非标件就一定高精尖。我见过最离谱的非标件,就是个加了两个螺孔的垫片——标准垫片没螺孔,客户非得要,就成了非标。成本翻了五倍,交期多了两周。就为了俩孔。有时候我也纳闷,是不是工程师跟采购有仇?
设计非标件:脑子要清醒,心脏要强大
设计非标件是场修行。你得考虑加工工艺。车、铣、磨、线切割、放电……每种工艺的精度和成本天差地别。有一回,我图省事标了个0.8的粗糙度,加工商直接电话过来:“哥,你需要的是镜面效果吗?这得研磨,价格翻三倍。” 我立马改成1.6,能用就行。很多年轻工程师容易犯这个病——把非标件当艺术品设计。
还有材料选择。45钢太软?上40Cr。耐腐蚀?来点不锈钢。重量敏感?换铝合金。高温环境?得,高温合金贵死你。有次我天真地用了TC4钛合金做个小支架,结果那批非标件的报价单,差点让老板心梗。从那以后,非标件的材料栏我填得格外谨慎,能不用难加工材料就不用。穷,是最大的设计约束。
 非标零件加工过程车削
非标零件加工过程车削
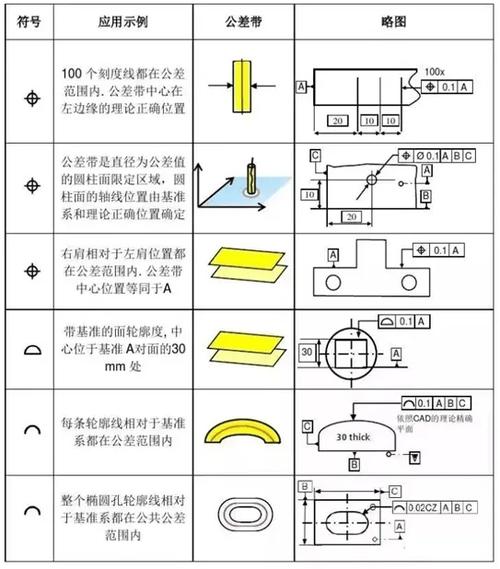
公差,是非标件设计里最容易吵架的点。标大了,装配出来松松垮垮;标小了,加工商骂娘。我现在学乖了,除非必要,一律按自由公差,配合面才标严格。可就算这样,还是有幺蛾子。上次一个轴承座,公差±0.01,加工商搞成了±0.03,装机后噪音巨大。排查了三天才发现是这个非标件的锅。真想扔他脸上,可下批还得找他做,忍了。
采购非标件的血泪史
 采购非标件的血泪史
采购非标件的血泪史
采购是另一个战场。非标件往往小批量,甚至单件,大厂不接,小厂品质不稳定。找到一个靠谱的非标件供应商,比找对象还难。我手机里存了二十个加工商的电话,但真正能用的不超过五个。有的擅长精密车削,有的做钣金牛,有的线切割快。你得跟他们建立起那种“半夜急单也能催出来”的交情。
价格嘛,水太深。同样一个非标轴,报价能从五百到三千不等。问为什么差价这么大?有人用45钢有人用Cr12MoV,有人上磨床有人直接车完拉倒,热处理也分真做假做。所以我学会了报价单要求附工艺说明,别光给个数字。然后呢,还得时不时去车间转悠,看看他们是不是真按工艺卡干的。别看广告看疗效。
交期更是玄学。快的一周,慢的等过三个月。特别是一些带表面处理的,电镀、氧化、喷涂,外包下去你完全控制不了。有次急用一批镀锌非标件,加工商说三天就好,结果拖了十天,因为他的电镀厂排污被查了。我除了苦笑还能干啥?后来学了个诀窍:关键非标件提前备库存,哪怕压点资金。总比停产强。
非标件加工的野路子与黑科技
 非标件加工的野路子与黑科技
非标件加工的野路子与黑科技
传统加工大家熟,我讲几个新趋势。这几年3D打印做非标件突然火了,特别是金属打印。复杂形状一次成型,不用考虑刀具干涉,爽。但强度还是个问题,而且后处理费劲。我们试过用SLM打印一批铝合金支架,成本比机加还贵两倍,但减重30%,某航天项目咬牙用了。常规工业?还是老老实实机加吧。
另一个是柔性制造,有些工厂把五轴和机器人结合,能快速换型。小批量非标件加工效率高了不少。但编程门槛高,不是所有厂都能玩转。我认识一个老板,投了条柔性线,结果找不到合适的编程师傅,最后设备在那吃灰。理想很丰满,现实很骨感。
❗这里必须吐槽一下国产刀具。某些非标型腔用进口刀能保证光洁度,换国产刀立马出刀纹。不是我不支持国货,是品质波动真的耽误事。希望刀具厂能看到,努把力啊。
QA环节:你憋了很久的问题,我直接答
 QA环节:你憋了很久的问题,我直接答
QA环节:你憋了很久的问题,我直接答
问:非标件和标准件到底怎么区分?看图纸能一眼认出来吗?
答:当然能啊。标准件图纸上通常标国标号,比如GB/T 5782螺栓,或者有型号,比如6205深沟球轴承。非标件图纸没有这些,只有尺寸公差材料热处理要求,标题栏写着“轴”或“法兰”,没有标准号。有时标准件稍作修改也变非标,比如把标准轴切短一点,但图纸上会标记“改制”。所以看标题栏最直观。
问:非标件为什么那么贵?我做一件和做一百件,单价差十倍合理吗?
答:太合理了。非标件贵在前期工作:编程、对刀、找正,这些时间和成本基本固定。你做一件,所有准备时间都摊在这一件上,单价自然高。做一百件,摊薄了,单价就下来了。另外材料利用率也不同,一件可能浪费一整块料,批量可以套裁。所以别老砍价,理解万岁。不过要是报价太离谱,那还是得砍。
问:设计新人怎么快速上手非标件?有没有捷径?
答:建议:先去车间蹲三个月,看师傅怎么干的,听听他们的脏话。然后多拆几台老设备,研究人家老工程师怎么设计的非标件,巧思都在实物里。最后,找个脾气好的加工商多请客吃饭,他乐意教你。软件嘛,三维建模是基础,仿真分析锦上添花。但记住:能买到标准的,绝不设计非标。这是省钱第一原则。✅
写这篇文章的时候,车间又传来消息,新一批非标齿轮因为热处理变形超差,报废三个。得,我又得去吵架了。这就是机械人的日常。非标件啊,爱你真不容易。