键连接——你以为拧上螺丝就完事了?
上周去车间,碰见一台设备正趴窝。故障原因?轴上的键滚了。键槽被啃得像个豁牙的老太太,一启动就嘎嘎响。操作工老张冲我摊手:“不就是个铁条子么,怎么还能坏了?”
唉。这种话我听了二十年。键,确实就是个铁条子。但它要是发威,整个传动系统都得跪。
平键最常用?没错,但用错也最惨
车间里十个传动八个用平键。正常。结构简单,拆装方便,对中性也好。
可就是因为简单,太多人随便配——键宽10毫米,键槽铣成10.2毫米,想着“松点好装”。结果呢?
一加载,轮毂在轴上左右晃,键被反复冲击,没几天就剪断。
平键的配合,必须看工况。一般轻微冲击,过渡配合N9/h9都嫌松。重载?P9甚至过盈。过盈装配的平键,拆的时候需要拉马,但运行起来踏实——它和键槽之间没有相对运动,冲击全由键侧面承载。
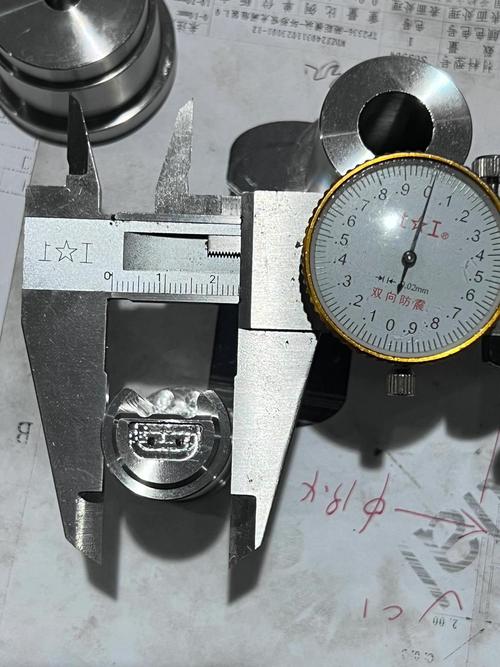
 平键键槽过盈装配 拆卸拉马
平键键槽过盈装配 拆卸拉马
装平键还有一个大忌:贴合面涂二硫化钼。有些人怕生锈,涂满润滑脂。完了。键与轮毂的相对运动更欢实,微动磨损加剧,键槽底部出现裂纹只是时间问题。
半圆键:看着顺眼,用着揪心
半圆键,像个月牙。自动定心,适合锥形轴。早期汽车变速箱里常见。
但半圆键槽深,轴的强度削弱太大。现在高扭矩的轴,根本不敢用。除非载荷很轻——比如微型电机轴伸,扭矩才零点几牛米,半圆键还有一席之地。
话说回来,我就见过一次半圆键用在冲压机上。设计者大概想利用它的倾斜自锁,结果冲了俩小时键就脱出,轴头直接废掉。事后查计算书:安全系数按静载取的,忽略了冲击。
冲击系数不给足,神仙也救不了。
花键——不是你想用就能用好的
扭矩需求大,对中要求高,花键是必然选择。渐开线花键、矩形花键,尤其渐开线花键承载能力高,疲劳寿命好。
它难在加工。花键轴通常滚切或搓齿,成本高,周期长。更头疼的是花键套:内花键如果用插齿,精度上不去,拉削又受设备限制。
我经手过一个风电齿轮箱:输出轴花键淬火后变形,装配时硬砸进去。三个月后,齿轮箱异响——花键齿面点蚀,疲劳剥落。测硬度,表面都低于要求。热处理工艺没控好,花键等于白给。
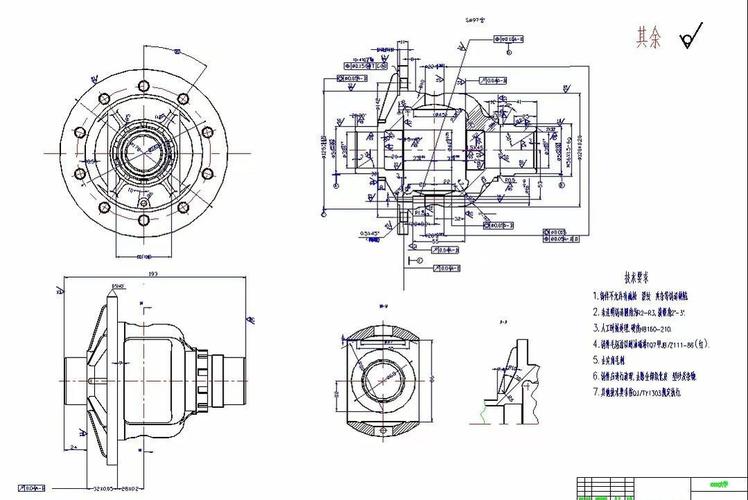
 渐开线花键轴 淬火变形 检测
渐开线花键轴 淬火变形 检测
所以啊,花键图纸上必须标热处理规范、有效硬化层深度,还有对花键齿向和齿距累积误差的要求。少写一条,车间就会放飞自我。
楔键:老古董,但偶尔救场
 楔键:老古董,但偶尔救场
楔键:老古董,但偶尔救场
楔键带1:100斜度,靠摩擦力传扭。对中性差,容易偏心,现代设计基本不用。
不过我也见过反例。某厂家改重型联轴器,轮毂和轴之间用平键总打滑,更换花键周期太长。最后加了一圈小楔键——相当于圆周方向打楔。临时方案,用了半年。虽然拆时费了大劲,但没停机就是赚了。
这种野路子不推荐模仿。但工程师兜里得有两三个野路子,万一呢。
问与答
问:什么时候用双键,而不直接用花键?
答:简单说,空间或成本卡死的时候。双平键180°布置,能传递更大扭矩。但它带来两个麻烦:一是对轴和轮毂的强度削弱大;二是双键承载不均——加工误差导致只有一个键吃力。所以计算时必须取1.5倍单键强度,别傻傻乘2。双楔键更是闹心,反正我见过的高速轴上没一个成功的。
问:键连接失效了,除了换大一号键,还有别的招吗?
答:换大键是最不用动脑子的。先分析怎么坏的!看断口:脆断?疲劳?塑性变形?
平键剪断,可能是键材料不对。普通A3钢做个键,扭几下就成麻花。标准键材质45钢,调质后硬度HRC28-32。重载改40Cr,淬火到HRC40以上。
键槽磨损了,可以堆焊修复后重铣键槽,但轴颈得重新校直。非关键部位,干脆把轴颈车小,配非标键和非标轮毂,省时省钱。
最容易被忽略的:轴上键槽根部圆角。尖角应力集中,疲劳裂纹从这里生。圆角半径至少0.6毫米,重载1.5毫米以上。这条写进厂标,能少一半断轴事故。
安装的细节,全是坑
 安装的细节,全是坑
安装的细节,全是坑
冷装平键,稍微过盈就砸得满头大汗。用电吹风烤一下轮毂——别笑,热装几十微米过盈足够了。但温度别超过200℃,否则轮毂材料可能回火。
花键安装更讲究。特别是带涂层的花键,比如达克罗或特氟龙涂层,装配前必须清洁,严禁用铜锤直接敲击齿面。用导向套缓缓压入。压入速度过快,涂层划伤,等于给微动磨损提前埋单。
有没有注意过键的倒角?标准写着倒角0.6-0.8毫米。有人图省事不倒角,棱边锋利,装配时把轮毂键槽刮出毛刺,运行后毛刺脱落变成磨粒——轴承、齿轮全遭殃。
这些小破事,书本不会写,老师傅有的也不说,全得靠栽跟头学。
键连接,说白了就是细节。材料、热处理、配合、圆角、涂层、安装工艺——任何一个环节掉链子,轻则异响,重则停机。下次再有人跟你说“不就一个键嘛”,你可以把这篇文章甩过去。
不过话说回来,搞机械的,谁还不是从“一个键”开始栽跟头的呢。