铆接技术:老手艺的新生,为什么它至今无法被替代?
讲真,第一次在工厂里看到铆接,我竟然有点失望。那时候我刚入行,以为会看到炫酷的激光焊接或者机器人自动打胶,结果师傅们拿着铆枪,砰砰砰地往上打铆钉。这不就是高级点的打钉子吗?后来的经历狠狠打了我的脸——这个看似古老的技术,居然藏着那么多门道,而且到现在,很多领域离了它还真不行。
铆钉不是钉子,它解决了焊接的致命伤
 铆钉不是钉子,它解决了焊接的致命伤
铆钉不是钉子,它解决了焊接的致命伤
别笑,真有人分不清。铆接和螺栓连接不一样,它靠的是铆钉杆的塑性变形,把两个件永久锁死。你拆过老式楼房里的钢梁吗?那些圆头铆钉,一百年了还紧紧咬合着。焊接呢?热影响区是个坑,材料变脆、残余应力大,搞不好就裂了。飞机蒙皮为什么不用焊接?因为铝合金一焊就软,强度掉得厉害,而且疲劳寿命直线下降。所以铆接才是航空业的亲儿子,从二战时期的战斗机到现在的C919,机身上密密麻麻全是铆钉。
 飞机机翼蒙皮铆钉排布细节
飞机机翼蒙皮铆钉排布细节
还有复合材料。现在汽车轻量化吹得神乎其神,碳纤维、玻璃钢,这些材料怎么连?粘接怕老化,焊接根本不可能,唯有铆接——尤其是自冲铆接(SPR),不预钻孔,直接刺入板材,形成机械互锁。特斯拉的铝车身就有大量SPR铆点,我拆解过一台Model 3,那铆接质量,说实话,德系老厂看了也得服气。
自冲铆接:新能源时代的幕后功臣
提到新能源,大家都盯着电池、电机,谁关心过连接工艺?但要是没有可靠的铆接,电池包都装不稳。SPR的核心在于半空心铆钉在压力下刺穿上层板,刺入下层板但不穿透,然后铆钉腿部扩张,形成一个类似于纽扣的互锁结构。这过程听着简单,实际上对材料和模具要求极高。铆钉硬度高了刺不穿,低了会墩粗不足,脱模力不够。我见过某厂试制时铆接点批量开裂,查到最后居然是铆钉表面磷化层不均匀,导致摩擦系数波动——这种细微之处,没有十年经验根本想不到。
问:自冲铆接只能用在铝材上吗?钢铝混搭行不行?
答:恰恰相反,SPR的强势就在于异种材料连接。钢和铝的热物理性质差太远,焊接几乎不可能,但SPR可以。顺序很关键:通常将较硬或较厚的板材放在下层,因为下层需要提供足够的支撑让铆钉扩张。如果钢在上、铝在下,铆钉可能刺入铝板过深,强度不够。所以工艺设计时就要排好板材叠放次序。这不是万能胶,选错了就是灾难。
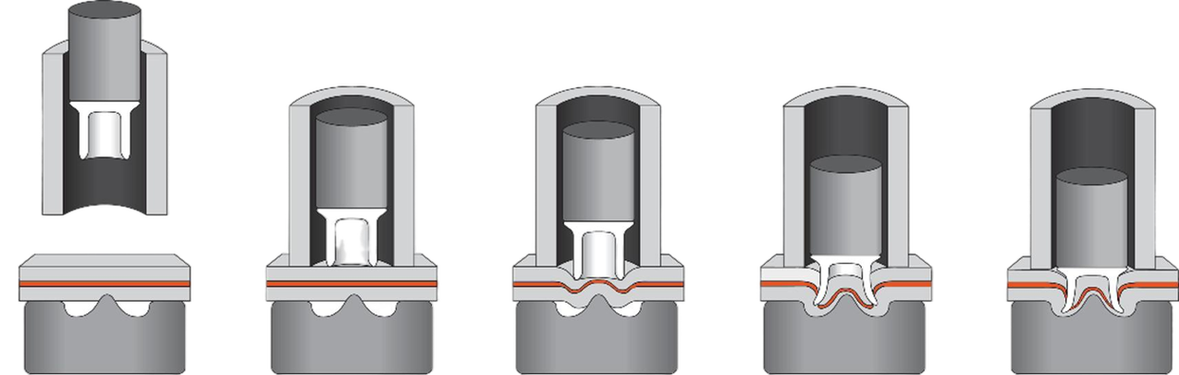 自冲铆接SPR剖面互锁结构显微图
自冲铆接SPR剖面互锁结构显微图
还有个坑——氢脆。高强度钢铆钉如果表面处理不当,电镀时吸氢,铆接后延迟断裂,那真是噩梦。我们车间曾经有一批铆钉,装机三个月后陆续断裂,差点造成召回。后来强制要求去氢处理,每批次都做测氢试验。所以说,别以为铆接就是力气活,里面的材料科学、摩擦学、塑性力学,能写一本厚厚的书。
电磁铆接:当铆接遇上磁暴
或许你听过电磁铆接(EMR),这技术酷得不像话。高压电容瞬间放电,产生强磁场,驱动冲头以极高的速度冲击铆钉,整个成形过程只要几毫秒。好处是什么?应变率敏感材料,比如钛合金,用传统铆接容易开裂,但EMR的高速变形让材料塑性反而提高——神奇吧?航空航天领域已经在大量应用,尤其那些难成形的钛铆钉。只不过设备贵得离谱,一套电磁铆接系统够买几台高档CNC了,中小企业根本玩不起。
问:电磁铆接这么厉害,为什么没有全面取代传统铆接?
答:成本是一方面,另外就是灵活性。传统铆枪可以手持,走到哪打到哪,修修补补无所不能。电磁铆接设备庞大,需要专门的工装,更适用于固定工位的大批量生产。而且电磁铆接的工艺窗口窄,放电能量一偏差就可能铆接失效。我们在现场调试时,为了优化电容参数,做了上百组正交试验。说真的,这不是买个机器就能用的技术,需要深刻理解电-磁-力-变形耦合。所以啊,老手艺和新科技会长期共存,谁也灭不了谁。
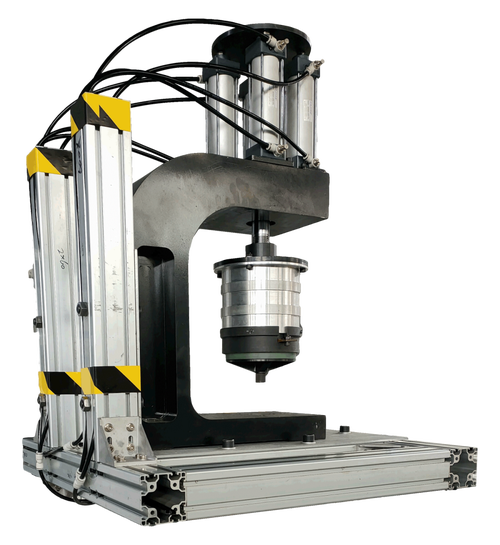 电磁铆接设备与钛合金铆钉成形瞬间
电磁铆接设备与钛合金铆钉成形瞬间
还有一点不能忽视:铆接质量的检测。你不会以为打完就完了吧?无损伤检测是个大课题。目视检查只能看钉头成形是否饱满,但内部微裂纹、嵌入板材的锁紧量,得靠超声波、相控阵甚至工业CT。汽车厂可以抽检切截面看互锁量,航空航天则要求每个铆点都有过程监控数据。现在智能铆枪能记录力-位移曲线,通过算法判断是否合格,大数据一比对,异常点立刻就抓出来。有一次,有个铆点的曲线斜率微偏,人工怎么也发现不了,AI软件直接报警,后来破检发现钉杆内部缩孔——这要是漏出去,真是要命。
回到最初的问题:为什么铆接无法被取代?因为连接的本质不是粘在一起,而是力的传递、疲劳寿命、损伤容限。铆接能给结构提供柔性的、可控的柔性,释放应力集中。焊接太刚,胶接太弱,螺栓太麻烦。铆接刚刚好。特别是当材料越来越多元,异种连接需求爆炸式增长,铆接的春天才刚开始。
最后吐个槽:每次看到某些电商宣传“万能胶代替铆接”,我都想摔手机。结构安全不是儿戏,那些号称可以粘飞机的胶水,做做样件还行,真上车规、航标,老化试验一做就原形毕露。所以该铆还得铆,该铆好的地方少一锤都不行。这就是手艺人的死脑筋,也是工程的尊严。