磨具选型与使用避坑指南:砂轮崩了才知道?已经晚了
干机械加工这行,谁没被磨具坑过?砂轮崩边、工件烧伤、表面粗糙度超标……这些破事儿,说实话,八成是磨具没选对或者用法有问题。但奇怪的是,很多老师傅都会栽在同一个坑里。
磨具,说白了就是工业的牙齿。可很多人选磨具的时候,只看粒度号数,其他一概不管——这能不翻车吗?
磨具选型:别把砂轮当砖头使
我见过太多人拿着图纸要求直接套公式:外圆磨就用白刚玉,平面磨就用棕刚玉。是,教科书上是这么写的,但现实里的活儿哪有这么标准?比如磨削高温合金,你用白刚玉试试?磨削比低到你想哭,砂轮消耗快得跟吃豆腐一样。
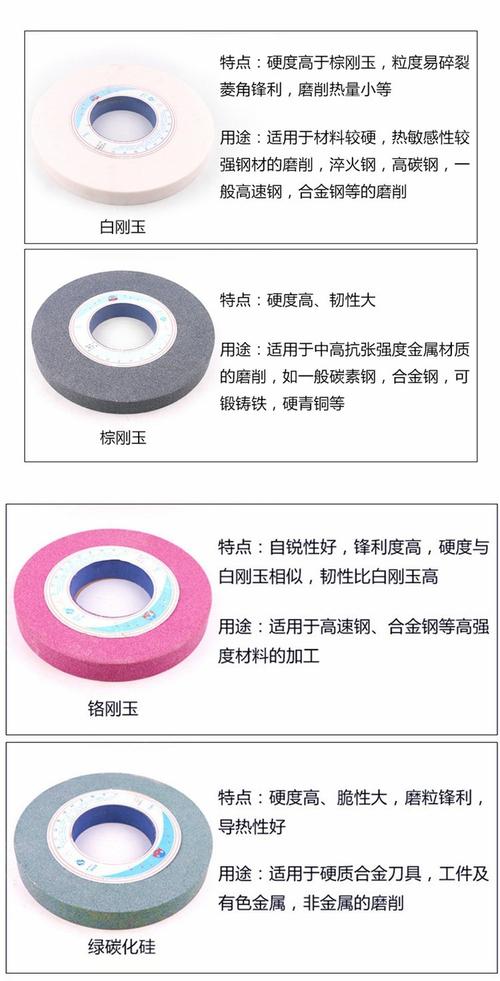 磨削加工用砂轮种类对比展示
磨削加工用砂轮种类对比展示
选磨具,得死磕四个要素:磨料、粒度、结合剂、硬度。少一个都不行。磨料决定了能不能切得动工件,比如立方氮化硼(CBN)磨黑色金属,金刚石磨硬质合金,千万别搞反了——金刚石磨钢铁,高温下会石墨化,等于拿钻石切豆腐,瞎搞!
粒度呢?粗粒度磨削效率高,但粗糙度差;细粒度反之。可有些人偏偏爱用细粒度想“以磨代研”,结果堵得一塌糊涂,修整频繁到崩溃。
结合剂是磨具的骨架,陶瓷结合剂刚性好,适合成型磨;树脂结合剂有弹性,适合抛光、去毛刺;橡胶结合剂更柔软,做无心磨导轮。唉,这些细节不抠,磨具压根发挥不出潜力。
硬度这个参数最反直觉——不是指磨料本身的硬度,而是结合剂把磨粒把持住的强度。工件硬要选软砂轮,让磨粒及时脱落自锐;工件软则选硬砂轮。道理都懂,可一到现场全乱套,以为“硬磨硬”才给力,结果把工件磨烧了还怪磨具不行。
问:为什么同样粒度的砂轮,不同结合剂寿命能差好几倍?
答:这就得看结合剂的“把持力”和耐热性。比如磨削钛合金,用普通陶瓷结合剂,磨削温度一高,结合剂软化,磨粒还没钝就先掉光了;改用耐热性更好的树脂结合剂或金属结合剂,瞬间寿命翻倍。另外,结合剂的韧性也影响巨大——树脂结合剂能吸收冲击,陶瓷结合剂脆,稍有不慎就崩角。所以不是粒度一样就万事大吉,得看具体工况,尤其是否重负荷、有无冲击、冷却条件怎样。
磨具修整:别等到工件说话才开始慌
磨具钝了、堵了、形状失真了……你感觉不到?等工件表面出现振纹、尺寸飘移、甚至烧伤变色时,已经晚了。修整不是救火,是预防。我认识一哥们,做精密磨床,每天开机第一件事不是上料,而是修整砂轮——哪怕就光几刀,保持砂轮锋利,产品一致性比同行好一截。
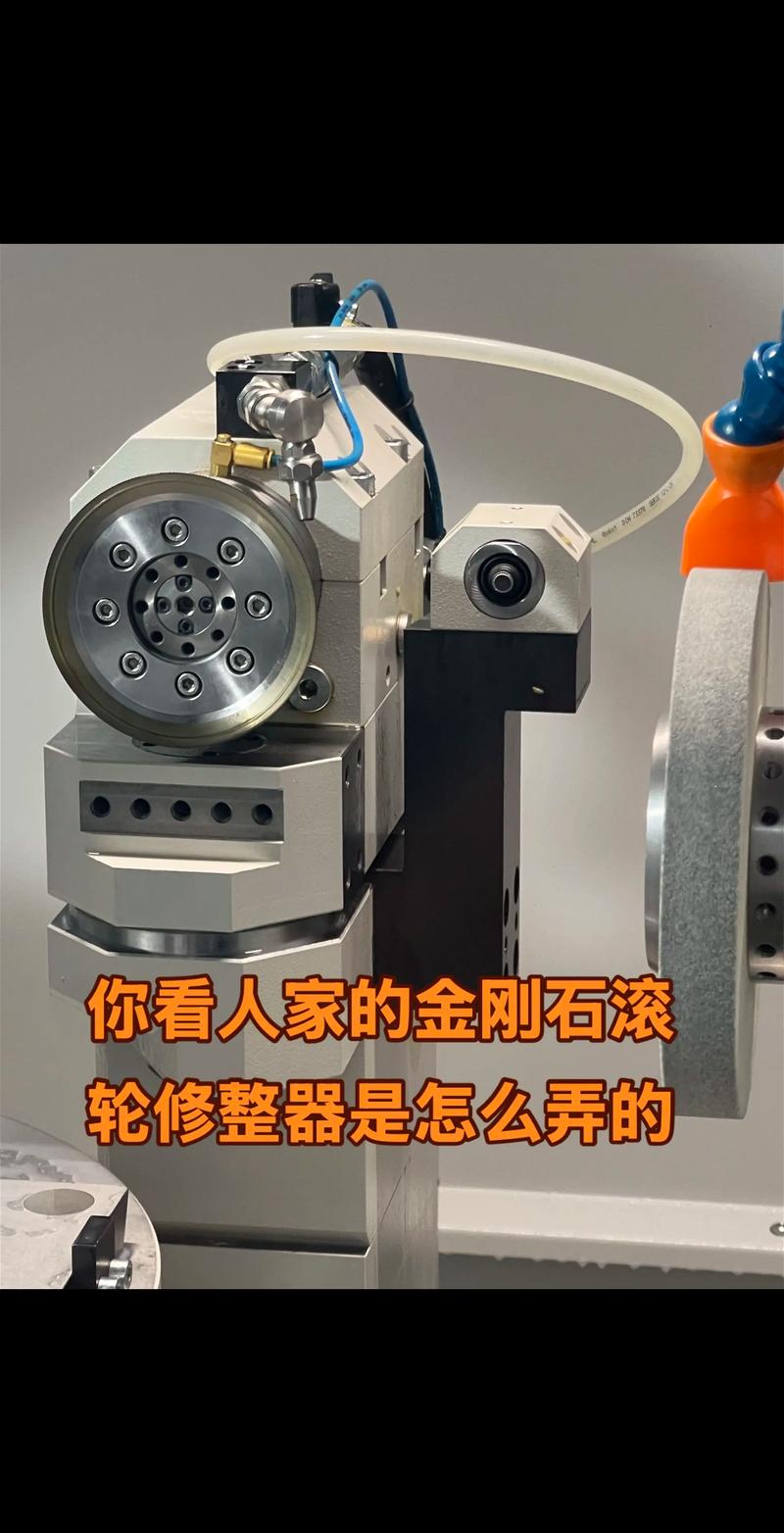 专业磨床师傅正在用金刚石修整器修整砂轮
专业磨床师傅正在用金刚石修整器修整砂轮
💡 几个判断磨具该修整的土法子:听声音,磨削时啸叫或闷响,就不对了;看火花,磨削火花变弱或断断续续,说明磨粒钝化;摸工件表面,手感和之前不一样,粗糙度肯定变了。别光依赖计数器,传感器和功率监控现在很多新机床都自带,搭配磨削数据库,能自动提示最佳修整时机——但你知道吗?有些老板嫌贵,不买那模块,最后废品率高了反而更花钱,真搞不懂。
修整工具也得匹配砂轮类型。单点金刚石笔修整陶瓷CBN砂轮?耗得快还修不好,得用金刚石滚轮或制动式修整器。这些小细节,没吃过亏的人根本不在意,等一算成本,一整个批次报废,哭都来不及。
问:怎么判断磨具是否需要修整?靠听声音还是看表面纹路?
答:两者结合最靠谱,但还必须加上磨削力或功率变化。声音尖锐刺耳,多半是磨粒钝化后摩擦加剧;出现低频轰隆声,可能是砂轮不平衡或堵塞。表面纹路——如果出现螺旋纹、不规则斑点,那就是砂轮轮廓失真或局部破碎了。更科学的方法是看主轴的扭矩或功率波动,现在很多高端磨床有实时监测,功率逐渐上升说明磨粒变钝,修整阈值一到就报警。实在没有这些设备,就凭经验:每磨一定数量工件后强制修整,宁可多修几次,也比报废强。
少花钱的磨具管理:库存和湿度都要管
✅ 磨具储存,很多人当废品堆。砂轮不能受潮,树脂结合剂吸湿后强度下降,高速旋转有爆裂风险。陶瓷结合剂倒不怕水,但急剧温度变化会让它开裂。所以恒温恒湿是基本操作,尤其精密磨具,和刀具一样要供着。
有些厂为了省事,把砂轮叠罗汉似的堆墙角,还经常随手一扔——轻微磕碰你看不见,一装上去离心力一甩,碎片乱飞,那就是安全事故。别不当回事,我亲眼见过砂轮爆裂,防护罩都打穿了。
库存管理也有门道。别一次性囤一堆同规格的,磨具也有保质期,树脂结合剂最多放一两年,时间长了老化,性能打折扣。还不如根据排产计划,做安全库存预警,现在很多MES系统都能管这个,但小厂连ERP都没有,哎。
❗ 特别提醒:同一规格的磨具换了个批次,最好先试磨。有时候配方微调,切削力或粗糙度就有差异。别以为牌子一样就高枕无忧,我遇到过,批次不同硬度差半级,最后产线调试了半天。
未来磨具:智能制造下的新玩法
 未来磨具:智能制造下的新玩法
未来磨具:智能制造下的新玩法
聊点未来的。现在都2025年了,磨具行业也在悄悄变革。比如3D打印磨具——以前成型磨复杂的轮廓,得花大价钱做特殊仿形砂轮,现在可以用增材制造直接“长”出磨具,任何形状都行,小批量成本骤降。还有智能磨具,内嵌传感器,实时监测磨损和温度,数据直接上云,你说厉害不?
但话说回来,基础还是那些基础。不管技术多花哨,选型原则、修整时机、安全操作,这几板斧永远是底层逻辑。AI可以帮你推荐参数,但决策还得靠人对材料和工艺的理解。
磨具,说到底,是连接机器和工件的那个“界面”,界面搞不好,整个加工链都便秘。别等砂轮崩了才后悔——那时候,可就真的晚了。