密封:那些老师傅摔跟头换来的真话
说实话,干机械这行二十年,最怕听到的一句话就是——“李工,又漏了。”
就这四个字,足以让人头皮发麻。不是因为难修,而是因为密封这事儿太诡异了,明明按手册装的,扭矩也对,材料也选的高端货,可它就是漏。后来想通了,密封从来不是单一零件的问题,它是一个系统的照妖镜,只要有一个细节没到位,分分钟教你做人。
 工业生产管道法兰密封面泄漏特写
工业生产管道法兰密封面泄漏特写
拿个最普通的例子开刀吧。有一次现场,一个软填料密封的离心泵,轴套磨得跟镜面似的,照理说没问题,可泄漏量就是降不下来。拆开一看,填料切口角度不对,搭接缝刚好对着流体进口方向——水顺着切口就窜进去了。这种破事儿,图纸上会写吗?手册上会标吗?不会。全凭老家伙们的血泪教训。所以啊,密封这手艺,一半靠知识,一半靠直觉。
选型坑:不是越贵越好
新手总以为,搞个进口氟橡胶O型圈,万事大吉。结果呢?在高低温交变的工况下,氟橡胶硬得像石头,低温回弹跟不上,微缝隙就出来了。反而是老老实实用丁腈橡胶的,因为弹性好,扛过了热胀冷缩。你说气不气人?
选择密封件,一定要盯住三个变量:温度、介质、运动形式。比如食品行业,很多人知道要用EPDM,但没注意过氧化氢消毒液的浓度——双氧水会攻击某些过氧化物硫化的EPDM,造成溶胀。这种细节,供应商不会主动告诉你,因为他们的参数表只标了“耐酸碱”,可酸碱与酸碱不同啊,稀硫酸和浓硫酸,对密封材料的腐蚀机理完全两码事。
问:为什么新换的骨架油封,一星期就唇口开裂了?
答:这太常见了!八成是安装时没涂锂基脂干磨了,要不就是轴上有加工刀痕没抛光。油封唇口的粗糙度要求比你想的变态,Ra0.2~0.4μm,拿手摸觉得光滑根本不行,得上粗糙度仪。还有,如果轴端没有导入倒角,唇口可能被键槽或台阶划伤——这玩意儿一旦有轻微划伤,高速旋转下“泵吸效应”能把泄漏放大多倍,等于白装。
问:液压缸活塞杆上总是带出薄薄一层油膜,算漏吗?换了好几种防尘圈都没用,怎么破?
答:首先,微米级的油膜是正常的,因为活塞杆必须靠这层油膜润滑密封圈,否则干摩擦几下就挂了。但如果油膜过厚,凝聚成滴,那就是问题。别光盯着防尘圈,很可能是主密封——比如斯特封或格莱圈——已经磨损,或者沟槽间隙挤出。有个绝招:检查活塞杆电镀层是否有微小针孔,那玩意儿肉眼看不见,在高压下会形成微射流,像水刀一样割开密封圈。用放大镜或者在暗室里用手电筒贴着杆表面照,针孔会反光成星点。
说个反常识的,多数密封失效不是材料不行,是装配作死。法兰垫片,扭矩一大,随手就拧死,结果垫片被压溃,中间鼓起来,反而漏。正确做法是分三步对称紧固,最后拿塞尺检查间隙均匀度。还有个奇葩事:静密封端盖的螺栓孔,如果螺纹攻得太深,螺栓拧到底后,端盖被“虚锁”了——看着拧紧了,其实是螺栓顶到了孔底,端盖根本没压实垫片。别笑,这种低级错误我碰见过三次。
记得有一回,客户换了新O型圈,装上去静态不漏,一加压,像喷泉。拆检发现径向密封的沟槽设计错了,槽太宽,O型圈在压力下滚动,脱离了密封位置。设计手册给的标准沟槽尺寸,是假设O型圈截面直径公差在±0.1mm内的,可市场上买来的便宜货,截面椭圆度能差出0.3mm,不测就直接用,纯属赌命。所以,密封永远要跟“公差链”死磕。
机械密封端面微观磨损纹理显微镜图
现在流行智能化,有些工厂开始给机械密封装传感器,监测温度、振动,甚至微小泄漏量。去年我参与了一个核电泵用密封的远程监控项目,在密封端面埋了热电偶,数据实时传云端。有一次报警,温度突然跳变3℃,拆解后发现端面液膜已经不稳定,再晚半天就会干磨烧毁。这种预测性维护,让密封从“坏了再修”变成“提前知道要坏”,是真正的革命。不过,传感器本身需要可靠的密封保护,这就成了套娃问题——用密封保护密封,挺讽刺的。
说到底,密封技术没有银弹。它像中医,望闻问切,系统思考。材料学在进步,比如全氟醚橡胶FFKM,能耐300℃和几乎所有化学品,但价格贵得离谱,一个O型圈好几千。可有些工况,只有它能扛。还有金属密封,比如铜垫、空心金属O型圈,用在超高压或超高温场合,那又是另一门学问,需要表面镀银或者特殊刃口设计,利用材料塑性变形自适应补偿。
最后讲点玄学。有时候,一模一样的设计,这台设备不漏,那台漏。排查到最后,可能是上游管道振动频率刚好跟密封系统共振,产生微幅摆动,破坏了密封界面。这种问题,怎么算?全靠经验直觉。所以,我见过最牛的密封工程师,不是那些抱着有限元模拟的人,而是会拿螺丝刀顶在耳朵上听泵体声音的灰头发老师傅。科学加上手艺,才是密封的真相。
写这么多,不是想写教科书,而是想说,别轻视那些小小的密封件。它们安静工作的时候,你感觉不到存在;一旦失效,整个系统停摆。这大概就是工业的底层逻辑——越基础,越致命。
就这四个字,足以让人头皮发麻。不是因为难修,而是因为密封这事儿太诡异了,明明按手册装的,扭矩也对,材料也选的高端货,可它就是漏。后来想通了,密封从来不是单一零件的问题,它是一个系统的照妖镜,只要有一个细节没到位,分分钟教你做人。
 工业生产管道法兰密封面泄漏特写
工业生产管道法兰密封面泄漏特写
拿个最普通的例子开刀吧。有一次现场,一个软填料密封的离心泵,轴套磨得跟镜面似的,照理说没问题,可泄漏量就是降不下来。拆开一看,填料切口角度不对,搭接缝刚好对着流体进口方向——水顺着切口就窜进去了。这种破事儿,图纸上会写吗?手册上会标吗?不会。全凭老家伙们的血泪教训。所以啊,密封这手艺,一半靠知识,一半靠直觉。
选型坑:不是越贵越好
 选型坑:不是越贵越好
选型坑:不是越贵越好
新手总以为,搞个进口氟橡胶O型圈,万事大吉。结果呢?在高低温交变的工况下,氟橡胶硬得像石头,低温回弹跟不上,微缝隙就出来了。反而是老老实实用丁腈橡胶的,因为弹性好,扛过了热胀冷缩。你说气不气人?
选择密封件,一定要盯住三个变量:温度、介质、运动形式。比如食品行业,很多人知道要用EPDM,但没注意过氧化氢消毒液的浓度——双氧水会攻击某些过氧化物硫化的EPDM,造成溶胀。这种细节,供应商不会主动告诉你,因为他们的参数表只标了“耐酸碱”,可酸碱与酸碱不同啊,稀硫酸和浓硫酸,对密封材料的腐蚀机理完全两码事。
问:为什么新换的骨架油封,一星期就唇口开裂了?
答:这太常见了!八成是安装时没涂锂基脂干磨了,要不就是轴上有加工刀痕没抛光。油封唇口的粗糙度要求比你想的变态,Ra0.2~0.4μm,拿手摸觉得光滑根本不行,得上粗糙度仪。还有,如果轴端没有导入倒角,唇口可能被键槽或台阶划伤——这玩意儿一旦有轻微划伤,高速旋转下“泵吸效应”能把泄漏放大多倍,等于白装。
问:液压缸活塞杆上总是带出薄薄一层油膜,算漏吗?换了好几种防尘圈都没用,怎么破?
答:首先,微米级的油膜是正常的,因为活塞杆必须靠这层油膜润滑密封圈,否则干摩擦几下就挂了。但如果油膜过厚,凝聚成滴,那就是问题。别光盯着防尘圈,很可能是主密封——比如斯特封或格莱圈——已经磨损,或者沟槽间隙挤出。有个绝招:检查活塞杆电镀层是否有微小针孔,那玩意儿肉眼看不见,在高压下会形成微射流,像水刀一样割开密封圈。用放大镜或者在暗室里用手电筒贴着杆表面照,针孔会反光成星点。
安装细节:拧螺丝也是技术活
说个反常识的,多数密封失效不是材料不行,是装配作死。法兰垫片,扭矩一大,随手就拧死,结果垫片被压溃,中间鼓起来,反而漏。正确做法是分三步对称紧固,最后拿塞尺检查间隙均匀度。还有个奇葩事:静密封端盖的螺栓孔,如果螺纹攻得太深,螺栓拧到底后,端盖被“虚锁”了——看着拧紧了,其实是螺栓顶到了孔底,端盖根本没压实垫片。别笑,这种低级错误我碰见过三次。
记得有一回,客户换了新O型圈,装上去静态不漏,一加压,像喷泉。拆检发现径向密封的沟槽设计错了,槽太宽,O型圈在压力下滚动,脱离了密封位置。设计手册给的标准沟槽尺寸,是假设O型圈截面直径公差在±0.1mm内的,可市场上买来的便宜货,截面椭圆度能差出0.3mm,不测就直接用,纯属赌命。所以,密封永远要跟“公差链”死磕。
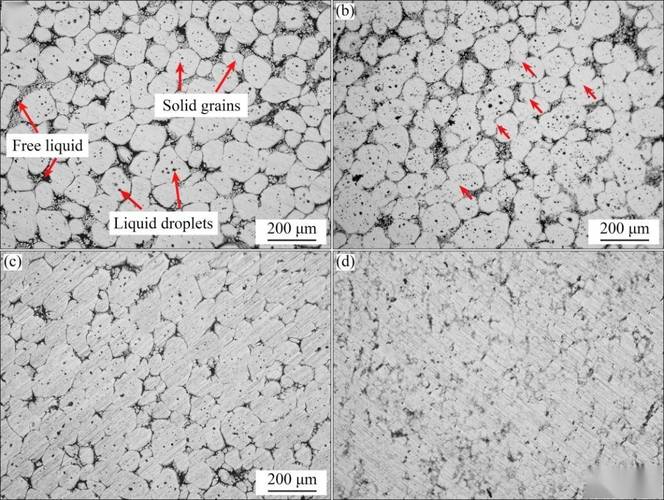
 机械密封端面微观磨损纹理显微镜图
机械密封端面微观磨损纹理显微镜图
现在流行智能化,有些工厂开始给机械密封装传感器,监测温度、振动,甚至微小泄漏量。去年我参与了一个核电泵用密封的远程监控项目,在密封端面埋了热电偶,数据实时传云端。有一次报警,温度突然跳变3℃,拆解后发现端面液膜已经不稳定,再晚半天就会干磨烧毁。这种预测性维护,让密封从“坏了再修”变成“提前知道要坏”,是真正的革命。不过,传感器本身需要可靠的密封保护,这就成了套娃问题——用密封保护密封,挺讽刺的。
说到底,密封技术没有银弹。它像中医,望闻问切,系统思考。材料学在进步,比如全氟醚橡胶FFKM,能耐300℃和几乎所有化学品,但价格贵得离谱,一个O型圈好几千。可有些工况,只有它能扛。还有金属密封,比如铜垫、空心金属O型圈,用在超高压或超高温场合,那又是另一门学问,需要表面镀银或者特殊刃口设计,利用材料塑性变形自适应补偿。
最后讲点玄学。有时候,一模一样的设计,这台设备不漏,那台漏。排查到最后,可能是上游管道振动频率刚好跟密封系统共振,产生微幅摆动,破坏了密封界面。这种问题,怎么算?全靠经验直觉。所以,我见过最牛的密封工程师,不是那些抱着有限元模拟的人,而是会拿螺丝刀顶在耳朵上听泵体声音的灰头发老师傅。科学加上手艺,才是密封的真相。
写这么多,不是想写教科书,而是想说,别轻视那些小小的密封件。它们安静工作的时候,你感觉不到存在;一旦失效,整个系统停摆。这大概就是工业的底层逻辑——越基础,越致命。