模具钢选型吃亏十年,我才搞懂这几个致命细节
我入行那会儿,老师傅丢给我一句话:“模具钢,够硬就行。” 结果呢?半年崩了三套模。后来才知道,坑深着呢。模具钢这玩意儿,选错了,热处理走样了,分分钟让你成本翻倍、交期延误。今天不扯理论,就聊聊我这些年踩过的坑,以及现在是怎么选的。
选模具钢,先忘掉Cr12
一提模具钢,很多设计第一反应就是Cr12MoV。便宜,耐磨,对吧?但Cr12系列的韧性是个大问题,尤其是冷冲模,冲头稍微细长点,崩刃崩到你怀疑人生。记得有次做不锈钢弹片,用Cr12MoV,平均2000件就缺口,检测硬度HRC58-60,没毛病啊,可就是不耐用。后来换了DC53,韧性提升30%,寿命直接翻三倍。所以别死盯Cr12,现在粉末冶金钢、电渣重熔钢都成熟了,根据工况选材才是正道。我整理个实用口诀:冲裁看韧性,拉伸看耐磨,压铸红硬性,塑料耐腐蚀。不全对,但好记。
 模具钢韧性与硬度对比图表
模具钢韧性与硬度对比图表
你看,选材有时候跟买菜似的,光看价格肯定不行。还得懂点“性价比”。但国产钢这几年进步很大,别一棍子打死——后面我会说。
热处理:真不是往炉子里一丢就完事
模具早期失效,七成是热处理背锅。我见过最离谱的,淬火后硬度HRC62,漂亮吧?结果用一次就裂了。为什么?淬火温度过高,晶粒粗大,内应力集中,没有充分回火。尤其高碳高铬钢,残奥多,必须深冷处理。可是多少小厂做得到?工艺单写着-80℃深冷,实际冰箱里冻一晚上糊弄人。说实话,热处理这环节,外协管控最难。我现在重要模具,淬火+三次回火必须跟踪,回火后硬度要稳定在±1HRC内,不然直接报废。别嫌麻烦,一套模几十万,赌不起。
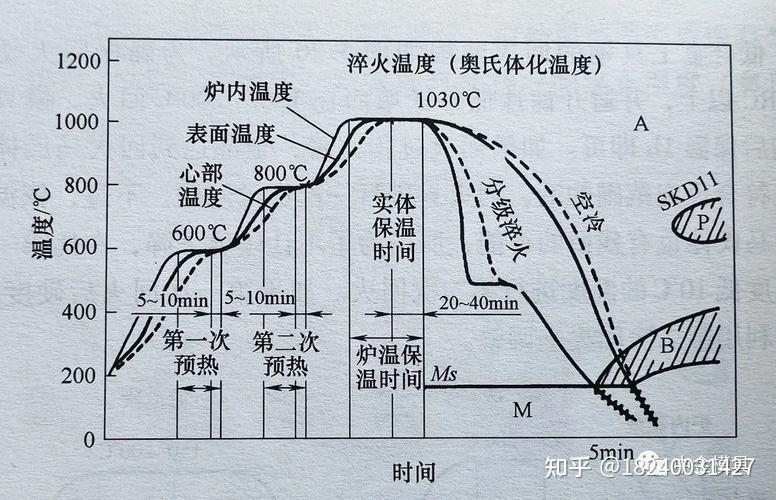 模具钢热处理温度曲线示意图
模具钢热处理温度曲线示意图
问:深冷处理到底有没有用?是不是智商税?
答:非常有用!深冷能让残余奥氏体充分转变为马氏体,提高硬度和尺寸稳定性。特别是Cr12MoV、D2这类钢,不做深冷,使用中容易产生时效变形。我做过对比,同批次模具,深冷过的寿命平均延长20%以上。但前提是工艺要规范,-80℃保温2小时以上,不是随便冻冻。
压铸模、冲压模、塑料模,用钢天差地别
冲压模,尤其是冷冲,多数选冷作模具钢,比如SKD11、DC53、M2高速钢。但如果是厚板冲裁或剧烈变形,必须提高韧性,ASP23粉末钢或者ASSAB 88这类。而压铸模,温度高、铝液冲刷,要红硬性和抗热疲劳,H13是标配,但钠陷阱铝液还得上QRO 90或8407。塑料模呢?腐蚀性强的PVC用S136或3Cr17,普通件P20、718就够了。别小看塑料模,现在加玻纤的塑料,对模具钢磨损很厉害。我之前做PA66+30%GF,用P20两万件就磨损严重,换了M333才解决。
问:国产模具钢和进口的差距到底多大?值得多花钱吗?
答:看牌号,不能一概而论。像抚顺特钢的FS139(S136对应)、东北特钢的H13,质量很稳定,甚至出口。但有些杂牌小厂的料,化学成分波动大,非金属夹杂物多,加工中容易崩口。我的建议:关键模具、高寿命要求,首选进口或者国内一线大厂电渣重熔材;普通模具备件,可以用国产料但要严格检验材质。多花20%成本,可能换来三倍寿命,这账你得自己算。
模具钢表面处理:也有讲究
 模具钢表面处理:也有讲究
模具钢表面处理:也有讲究
渗氮、TD、PVD涂层这些,能显著提高表面性能。但表面处理前,基体硬度必须合理。比如Cr12钢渗氮,基体硬度最好不超过HRC58,否则易剥落。我试过给冲头做TiAlN涂层,寿命提升5倍,但涂层厚度不匀反而加速崩落。所以表面处理是双刃剑,一定要找到匹配的工艺。
说了这么多,其实选模具钢这件事,没有万能公式。每个工厂设备、模具设计、使用条件不一样,要不断试错、总结。我现在的习惯是,新模具先做小批量试产,测硬度、看磨损,再调整。别怕麻烦,模具费不是省出来的,是算出来的。