连接器选型血泪史:这些坑你踩过几个?
上周车间出了个事儿。一条产线突然停机,查了半天,居然是一个小小的连接器接触不良。搞得我半夜被电话叫醒,赶到现场一身汗。你说气不气人?
当时我就想,这玩意儿平时不起眼,真出了故障,整个系统都得停摆。很多同行可能觉得,连接器嘛,插上能通电就行。这认识太浅了!特别是工业现场——高温、震动、油污、腐蚀性气体……随便哪个因素都够你喝一壶。
说实话,十年前我也这么天真。结果一个项目用的普通民用连接器,没到三个月触点就氧化得不成样子。客户投诉电话打来,我那脸啊,火辣辣的。
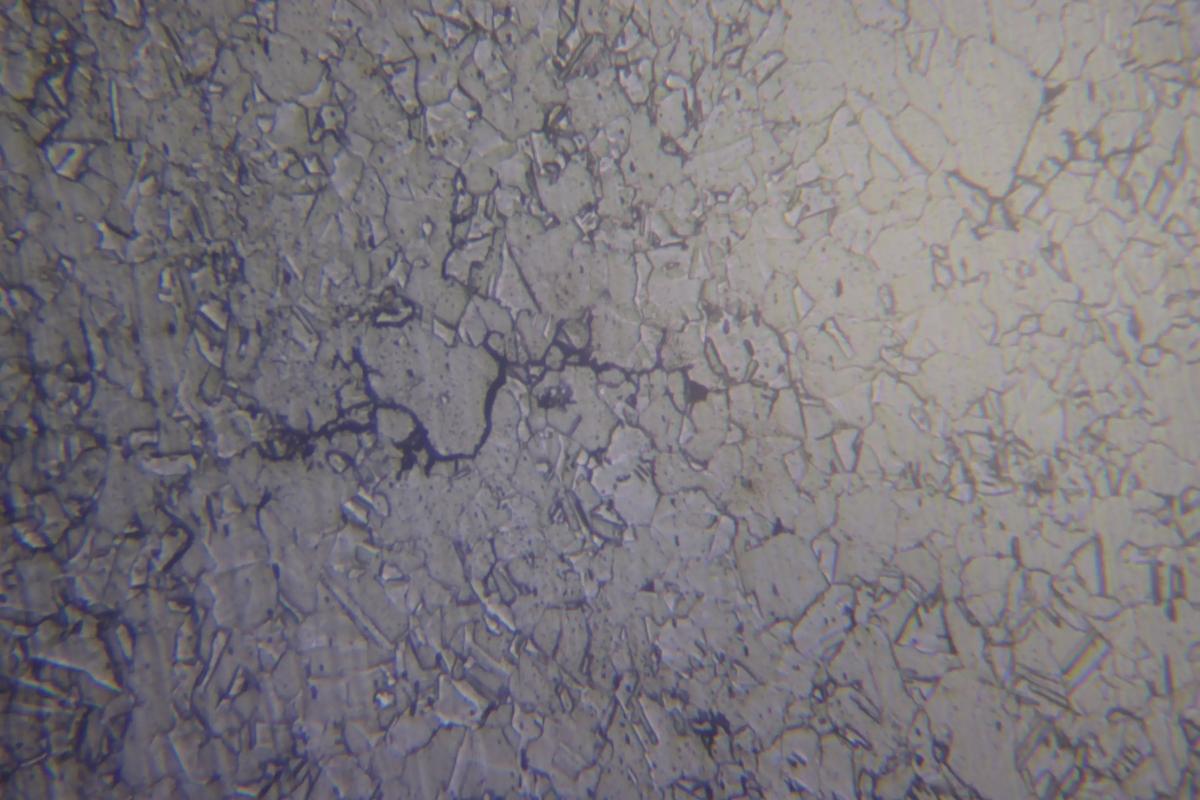
 工业重载连接器腐蚀状态特写
工业重载连接器腐蚀状态特写
选型不看环境?等着出洋相吧
 选型不看环境?等着出洋相吧
选型不看环境?等着出洋相吧
我记得很清楚,那个项目是在涂装车间。当初只考虑了电流电压,完全没管现场化学气氛。后来拆开一看,插针表面全是白花花的腐蚀物。教训啊!工业连接器的防护等级绝对要死磕。IP67是起步,有些地方得上IP69K。
还有温度。普通尼龙材料在零下30度冻得跟玻璃一样脆,一碰就裂。后来换成了PPS材料,虽然贵一截,但至今没再出过问题。现在新能源电池包里的连接器更夸张,要求耐温从-40到125℃,还得扛住振动冲击。这就不是随便选个款式能解决的了。
插针镀层也有讲究。金、银、锡,差价巨大。前年我们给一家户外基站供货,图便宜用了镀锡针,半年后信号开始飘。换镀金的,立马稳了。但是你知道吗?有些环境下镀金还会产生微动腐蚀,得用镀银加润滑剂……这里头水可深了。
信号完整性的坑,隐蔽又致命
 信号完整性的坑,隐蔽又致命
信号完整性的坑,隐蔽又致命
有一回,设备控制柜里莫名其妙数据丢包。查程序查通讯模块,都没毛病。最后发现是大电流走线跟信号线离得太近——强电一开,干扰耦合过来,信号直接乱套。就因为连接器选择没考虑屏蔽和间距。气死我了,白白浪费两天。
这事儿后来促成了我们内部标准的更新:所有涉及模拟信号或高频信号的连接器,必须带金属屏蔽壳,而且接地要好。有些连接器标称有屏蔽,实际拆开一看,就是层薄薄的导电涂层,根本不行!所以现在我都要求供应商切开样品看截面。
问:这么多连接器种类,怎么快速判断该用哪种?
答:先别管外观,从功能需求倒推。信号还是功率?频率多高?电压电流多大?然后考虑机械要求——插拔次数、锁紧方式(螺纹、卡口、快速推拉)。最后才是环境。别反着来,很多人看外形好看就选了,那是给自己埋雷。
智能化浪潮下的新挑战
 智能化浪潮下的新挑战
智能化浪潮下的新挑战
现在都讲工业4.0,连接器也玩起了花活。最近看到一位德国厂商出的智能连接器,自带温升检测和插拔次数记录,数据通过IO-Link上传——乖乖,这直接变成了一个传感器节点。虽然现在价格还贵得离谱,但对预测性维护太有用了。
另外汽车行业对小型化的追求简直变态。前年一个做激光雷达的客户找到我们,要求连接器直径不超过8mm,还得过4路同轴和6路低压供电。找了大半年方案才搞定。这种高密度互联,过去根本不敢想。
可是也有翻车的例子。某新能源项目为了省空间,用了更小间距的板对板连接器,结果生产线焊接良率一直上不去,虚焊、桥接比例高得吓人。后来不得不推倒重来,改用带定位销的款式,成本涨了30%,但良率终于达标了。所以啊,小型化不能以牺牲工艺可行性为代价。
问:连接器故障有没有什么预兆?怎样做预防性维护?
答:常见的预兆包括局部温升(可以用红外热像仪巡检)、接触电阻增大、插拔力突变。我们现在的做法是定期测量关键节点接触电阻,并建立趋势曲线。一旦发现电阻值有上升苗头,立即安排停机检查。另外振动监测也挺管用——松动导致的微动磨损会产生特定频率的振动信号。不过这些手段都需要前期规划,等出了事再加,那就晚了。
温升尤其要警惕。去年我们帮一家钢铁厂做诊断,发现轧机附近的一个连接器居然烧到了110℃——表面塑料都开始发软。要是晚发现一周,可能就是火灾。事后分析,原因是电缆受力导致插针歪斜,接触面积只剩原先的30%左右。所以安装工艺马虎不得。
说到安装……唉,又是一肚子火。有次去现场,看到工人用螺丝刀当杠杆硬翘连接器尾部附件,外壳直接裂了。还有更离谱的,把公母头反方向硬怼,硬是把定位键撞断了。这些人为因素,唯有培训和防呆设计能解决。选型时,尽量找带机械防呆的,对生产管理要求低一些。
如今国产连接器进步很大,但差距还是存在。比如,有些品牌的插针保持力不够,多插拔几次就后缩。还有一致性,同一批货,有的松有的紧,装配体验差。不过话说回来,国产厂商响应速度是真快,非标定制两周就能打样,这一点老外根本比不了。
行吧,先聊到这儿。总之,别把连接器当小事,它可能就是那颗让你整个系统翻船的螺丝钉。踩过坑,就该长记性。
最后说一句:买连接器别只盯着单价,全生命周期成本才算数——故障停机赔的钱,够买一箱子顶级连接器了!