工厂照明那点事儿:别再只盯着瓦数了,真的
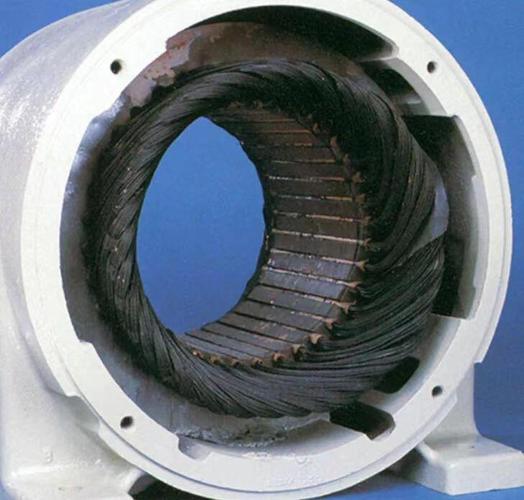
上礼拜去一个汽配厂,老板拉着我吐槽:2年前刚换的LED灯,现在暗得跟鬼火似的。我爬上去一看——灯珠死了一半,驱动电源烫得能煎蛋。他还在旁边嘀咕:“不是说LED能用5万小时吗?”
唉,又是一个被理论寿命坑了的。
说实话,工业照明这行水挺深。很多采购单上就写个“100W LED工矿灯”,然后比价格。至于显色指数(CRI)多少?色温正不正常?有没有防眩设计?全不管。车间里工人装个螺丝,孔都看不清——坏了,不是眼睛不行,是灯不行!
就说CRI这事儿吧。你拿个CRI才70的灯照汽车漆面,橘皮纹都看不见,质检怎么干?然后怪工人不细心。冤不冤?
LED省电?别高兴太早
先丢个图:
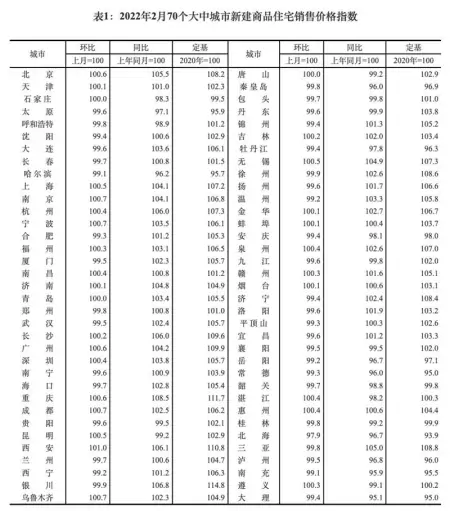
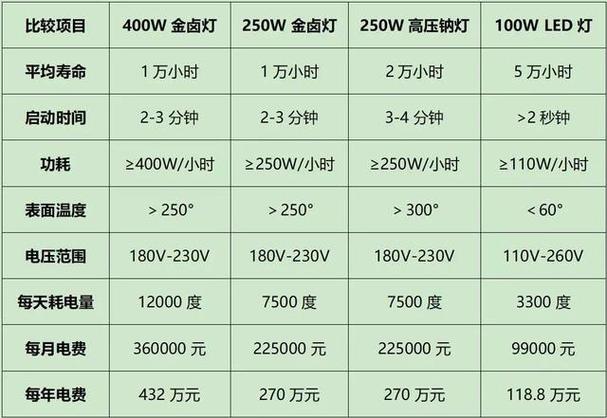 工厂金卤灯与LED灯具实际耗电对比表
工厂金卤灯与LED灯具实际耗电对比表
很多老板一听说“LED省电60%”,马上换。但你得算系统功耗——驱动电源效率、线路损耗、光衰补偿……劣质灯具半年光衰30%,为了维持照度,只能多加灯,最后电费没省多少,灯倒装了一大片。上次见个仓库,原设计80盏,后来加到140盏,线路超载差点起火。吓人不?
所以,选LED千万别只看初始光效。要盯光通维持率。正规厂家会标L70或L90,意思是光衰到初始的70%或90%需要多少小时。那些张口就“5万小时寿命”却不提光衰的——离远点。
问:那我们厂里有些区域还是老式金卤灯,能不能只换光源?
答:不太建议。金卤灯灯具和LED光源的配光完全不同,直接换灯泡容易导致眩光严重、照度不均匀。最好是整灯更换,让厂家按你的悬挂高度、工位距离重新配光。不然省了灯钱,废了人工,得不偿失。
智能照明:是神器还是智商税?
这两年“智能照明”喊得响。无线控制、联动AGV、人来灯亮人走灯暗……技术确实牛。但我去过一个工厂,装了全套Zigbee系统,结果车间电磁干扰大,信号经常断,最后又改回手动开关。运维小哥气得摔对讲机。
不是说智能不好。而是你得先搞清需求。比如冲压车间,设备密集、震动大,无线组网能不能稳定?仓库倒挺适合——通道灯用雷达感应,人车过去全亮,走后几分钟调暗到10%,一年省40%电费不是梦。但别一上来就上云平台、AI调光,小厂根本没人维护。
 智能工业照明雷达感应区域示意图
智能工业照明雷达感应区域示意图
问:防爆车间换LED灯,必须买防爆认证的吗?普通LED加个防爆罩行不行?
答:绝对不行!防爆灯要整体认证,外壳、接线盒、密封件都得匹配。自己加罩子,万一气体渗透进去,静电火花一打——这不是省钱,是玩命。必须选符合GB/T 3836标准的,还得看防爆等级是Ex d还是Ex e,粉尘环境用粉尘防爆,别混了。上次某化工厂事故,就是私自改装灯具引起的,教训太深。
别等坏了再修——维护那笔暗账
 别等坏了再修——维护那笔暗账
别等坏了再修——维护那笔暗账
大部分厂子的照明维护是“坏了再换”。看着省,其实亏大了。一盏灯坏了没及时修,旁边那盏负荷就大,温度一高,寿命跟着折。恶性循环下来,一年灯具更换率能到20%以上。
我一般建议客户做计划性批量更换。尤其是高空区域的灯,升降车台班费比灯还贵。算算账:你分五次修,每次两台班,再加五个灯的钱,还不如一次全换了。而且新灯统一批次,光色一致,车间看着也敞亮,员工心情都好——你可别小瞧光环境,直接影响产量的。
还有个细节:灯具安装角度千万别凑合。见过一个装配线,灯垂直往下照,但工位有斜度,结果产品表面一半亮一半暗,质检老漏检划痕。后来把灯偏转15度,马上解决问题。就这么个小调整,省了多少返工钱。
最后啰嗦一句——选灯具供应商,别光看参数表。让他拿IES配光文件来,导入软件模拟一下。照度匀不匀,炫光严不严重,一眼就看出来。拒绝那种只给个功率和光通量的“PPT厂”。
买灯不是买灯泡,是买光。光好了,活才能干漂亮。