表面处理:镀锌、氧化还是达克罗?选错工艺,我差点丢掉大客户
说起来你可能不信——就为一个表面处理,我差点搞砸了跟了半年的汽车零部件订单。客户要的是中性盐雾试验720小时,我以为多镀点锌、钝化膜厚点就行了。结果呢?300小时不到,红锈冒得像青春期痘痘,成片成片。技术总工电话里只甩了一句:你们这活,太糙了。
那个瞬间我才意识到,表面处理这行,水太深!不是随便哪个电镀厂就能搞定的。我们常说的‘镀锌’其实有热镀锌、冷镀锌、氰化镀锌、无氰镀锌;钝化又有三价铬、六价铬、三价铬无钴……环保法规还一年比一年严。前脚刚学会热镀锌的工艺参数,后脚客户就抛过来一个‘达克罗涂覆’的新要求。说实话,那阵子我做梦都在翻资料。
不过话说回来,折腾了一年,总算摸出点门道。今天就扯一扯这些表面处理工艺的实操心法——不是教科书,全是踩过的坑。
为什么你的镀锌件一碰就锈?那是没搞懂钝化
很多人以为镀锌层够厚就万事大吉。错!锌是牺牲阳极,但它本身也会氧化。如果不做钝化,那点白锈很快就会出现。我们最早那批货,就是因为钝化液pH没控好,膜层不均匀,导致盐雾时间直接腰斩。
现在行业里六价铬钝化因为RoHS基本没人用了,主流是三价铬钝化。但三价铬膜没有自修复能力,所以对基材的粗糙度、镀层致密度要求极高。有次我贪便宜换了一家小电镀厂,电镀时间不足,镀层糙得像砂纸——三价铬钝化上去,连48小时盐雾都扛不住。血的教训!
问:三价铬钝化能不能做到720小时中性盐雾?
答:可以,但得加封闭剂。普通三价铬彩色钝化大概就200-300小时,要上封闭,像硅烷类或者纳米陶瓷封闭剂。成本会上去,但比达克罗还是便宜。不过注意,封闭剂跟钝化膜的结合力很关键,否则一遇热就掉皮。我们做过对比,一些国产封闭剂,耐水煮直接起泡。
 三价铬镀锌钝化件盐雾试验前后对比
三价铬镀锌钝化件盐雾试验前后对比
另外,不要迷信‘环保钝化’的标签。三价铬相对环保,但不是零排放。环保局查废水,主要盯氰化物和重金属。现在更狠的工艺是无铬钝化,比如锆盐、钛盐体系,但盐雾性能差一截。所以你看,选工艺就是取舍,没有完美方案!
阳极氧化的好处和隐藏成本——别被漂亮表面骗了
铝合金件,阳极氧化几乎是首选。硬度高、耐腐蚀、可以做各种颜色,尤其那个冰晶感的表面,设计师爱得不行。不过!你得想清楚:阳极氧化膜是绝缘的,如果零件需要导电,必须在图纸上注明保留区域。我们一个客户的设计师,愣是把通讯模块外壳全氧化了,结果接地不通,几千个壳子报废。老板直接拍桌子。
还有,硬质阳极氧化虽然耐磨,但膜厚增加会导致尺寸变化。几十微米的膜厚,对精密装配就是灾难。有次我们做光学支架,硬质氧化后孔小了0.02mm,螺丝拧不进去,最后全部返工用塑胶锤敲。敲坏了好几个。现在想起来都心疼。
问:铝件表面处理,喷漆和阳极氧化哪个更耐磨?
答:看膜厚。一般阳极氧化膜硬度可达HV300-500,普通烤漆那根本没法比。但如果是静电粉末喷涂(喷塑),而且用聚酯树脂,耐冲击和柔韧性好,适合有变形的钣金件。汽车轮毂用的就是阴极电泳底漆+色漆+清漆,耐磨性不如氧化,但耐候性极佳。所以不能一概而论。
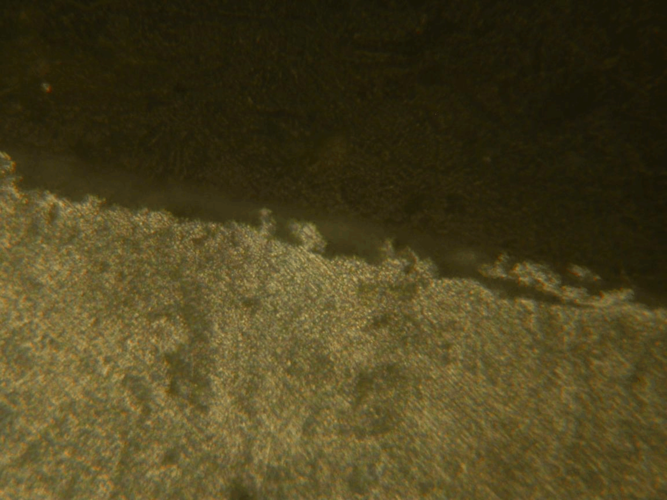 铝合金硬质阳极氧化膜截面显微镜照片
铝合金硬质阳极氧化膜截面显微镜照片
对了,染色氧化件在户外暴晒很容易褪色,因为有机染料不耐紫外。要色彩稳定,得用电解着色(含锡盐、镍盐),那个色是金属粒子沉积,基本不褪色,但颜色单一,只有古铜、黑色。做消费电子的别乱选!
环保高压下,达克罗和锌铝涂层真的是未来吗?
 环保高压下,达克罗和锌铝涂层真的是未来吗?
环保高压下,达克罗和锌铝涂层真的是未来吗?
这两年电镀厂被查的不少。传统电镀废水处理成本高,而且有些地方直接不让新建电镀线。于是很多人转向达克罗(Dacromet)——一种锌铝涂层。这东西确实环保,全程无废水,也没有氢脆风险,特别适合高强度紧固件。但它的致命伤是:导电性差! 如果你的零件要求电气导通,千万别用达克罗。我们吃过亏:一个电机接地螺栓,涂了达克罗,绝缘电阻超标,结果电机烧了。客户是大厂,索赔清单拉出来,我腿都软了。
还有,达克罗涂层表面硬度低,不耐刮。运输中轻微摩擦就会露底。所以现在衍生出了耐刮擦的达克罗(加陶瓷颗粒)或者水性锌铝涂层。我们目前大量用的是日本某品牌的水性锌铝,盐雾能过1000小时,就是烘烤温度得300°C以上,对弹簧件有点影响——回火温度低的弹簧,硬度会降。
问:达克罗和普通镀锌到底有什么区别?
答:镀锌是采用电化学原理沉积锌层,有氢脆风险,需要除氢;达克罗是浸涂后烧结,阴极保护+屏蔽作用,耐热性更好,但硬度低、不导电。价格上,达克罗比普通环保镀锌贵30%左右。所以一般用在汽车底盘件、风电螺栓这种高要求场合。普通C级螺栓,还是镀锌最经济。
未来趋势?我个人觉得,无铬锌铝涂层(比如交美特)会吃掉很大一块市场,但传统电镀也不可能消失,因为很多装饰性电镀(像镀镍铬、镀金)涂层无法替代。而且现在电镀也在升级,全自动线、在线分析补加、零排放蒸发系统……技术一直在进化。只不过,小厂的日子肯定越来越难过。上次去东莞,一家做了二十年电镀的老板,把厂子关了,开了个金属工艺品店,说省心。听着挺不是滋味的。
表面处理这行,新工艺眼花缭乱,但万变不离其宗:先搞清服役环境,再匹配工艺,最后考虑产能和成本。别指望一个工艺解决所有问题。至于那些吹上天的纳米涂层、石墨烯涂层,我试过不少,大多还在实验室阶段,量产一致性差,价格还死贵。作为工业人,我笃信一个道理:工业品要的是稳定量产,不是花里胡哨的概念。
最后再说个小插曲。有一次,客户来审厂,指着我们的钝化间说:‘你们怎么还用这个老古董设备?’ 我指指桌上的苹果耳机壳:‘这些,全是这老古董做出来的。’ 技术,光新没用。适合的,才是最好的。