电镀车间里的那些门道:从挂具到废水,我踩过的坑
刚入行那会儿,师傅指着镀槽说:“电镀这玩意儿,三分靠药水,七分靠挂具。”我当时不信。后来因为挂具设计不合理,一批货全部返工,赔了客户三万多——啧,脸真疼。
先说个颠覆认知的事:好多厂子天天盯着电流密度、温度、pH值,偏偏在挂具上一省再省。结果呢?镀层厚度不均匀、局部烧焦,废品率飙到 15% 以上。你信不信?我后来把挂具从“一根铁丝弯几个钩”改成仿形弹片接触,良率直接从 82% 拉到 96%。
问:电镀锌和热浸锌到底选哪个?
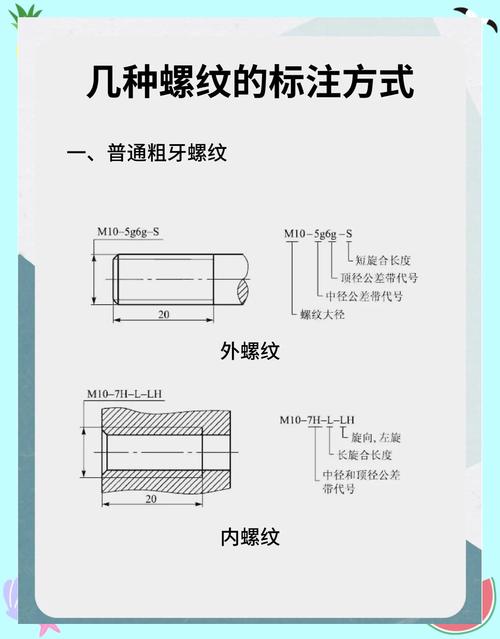
答:看你用在哪儿。汽车底盘件就别省——热浸锌耐蚀寿命是电镀锌的三五倍,盐雾试验能扛上千小时。但精密紧固件?M8 以下的小螺丝你热浸一下试试,螺纹全糊了,只好老老实实电镀锌。对了,电镀锌还能彩色钝化,蓝白、五彩、黑色,好看是真好看,防腐蚀就那回事。价格呢?电镀锌每吨加工费比热浸低四成左右,量大还真香。
 电镀锌彩色钝化膜颜色对比
电镀锌彩色钝化膜颜色对比
再说电镀镍。镍这东西,亮是亮,可稍有不慎就发花、发雾,针孔麻点烦死你。去年夏天连续三十八度,槽液温度上去了,整批货镀出来像月球表面。后来加了冷却盘管,又调整了湿润剂比例,才算是稳住了。
问:电镀镍层发花怎么办?
答:先别急着补加光亮剂!多半是前处理不净或者铁杂质太多。我习惯先取小样加双氧水煮沸,然后低电流电解处理几个小时,能救回来八成。要还是不行——对不住,该换槽液了,别舍不得那几万块钱药水,报废零件更贵。
我见过最离谱的挂具——一根圆钢焊八个夹子,镀出来的工件上半截厚下半截薄,边缘烧焦,中间漏镀。老板还怪工人操作不当。其实很简单:电力线分布不匀。挂具必须考虑工件形状,比如凹面朝向阳极,凸面离远一点;必要时加辅助阳极或屏蔽阴极。还有挂具的接触点,一定要用弹性材料,保证导电可靠,不然电阻大的地方镀层薄得像层漆皮。
另外挂具本身也得定期脱镀,尤其是铜挂钩,镀层积厚了导电能力反而下降。我规定车间每两周必须盐酸退镀一次,没人执行?那就扣绩效。效果立竿见影。
电镀车间复杂工件挂具设计案例
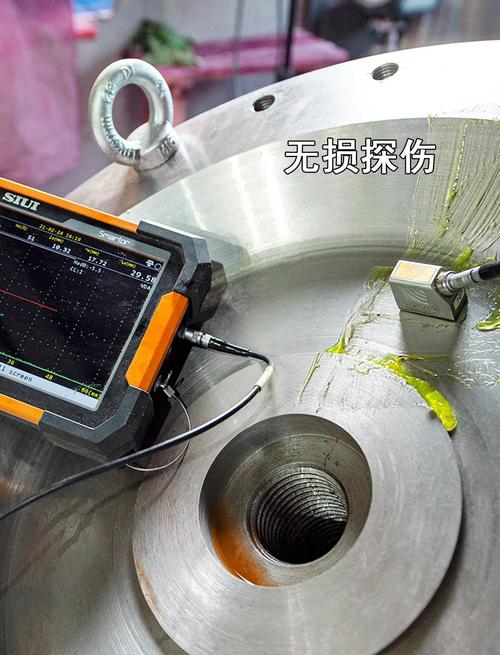
说起来沉重。搞电镀的不可能绕过废水。镍、铬、氰化物,哪个不是要命的玩意儿?现在环保查得严,好多小厂直接关了。但大厂也头疼——螯合镍超标,传统沉淀法根本拿它没办法。我们上了 MVR 蒸发器,蒸汽冷凝水回用,浓缩液委外处理,成本翻了一番。但没办法,罚款更凶。
还有一类废水叫“化学镍老化液”,磷含量高得离谱,直接沉淀根本不行,必须先行破络。我们用酸性氧化剂破络,再 Fenton 处理,最后混凝沉淀,COD 和总磷才能勉强达标。真的,每次环保局来取样,我都捏一把汗。
问:电镀废水零排放到底现不现实?
答:纯粹忽悠。蒸发总有浓缩液,结晶出来的杂盐危废还得填埋。那种挂着“零排放”牌子的,大多是偷排或者把浓水当危废转移了。实话难听,但这就是行业现实。我们能做的是尽量提高回用率,至少做到 70% 以上,对得起良心也应付得了检查。
现在卖电镀线的张口闭口“智能控制系统”“无人车间”。我草(一种植物),去看了几家,无非加几个 PLC,装个显示屏就敢叫工业 4.0。真正管用的是整流器纹波系数!高频开关电源纹波能小于 3%,镀铬层晶粒细腻,硬度上去一大截。老式可控硅电源纹波动不动 10%,镀出来的镀层内应力高,容易爆皮。还有自动加药系统,能实时监控槽液浓度闭环调节,比人工滴定靠谱得多。
别小看烘箱。水渍印、起泡、变色,一半是烘干阶段出的幺蛾子。我指定用带洁净过滤的热风循环烘箱,温度±2℃,还配了定时开关,避免人为忘记关。这些细节省不了。
电镀生产线高频开关电源与可控硅整流器
问:塑料电镀为什么比金属电镀贵那么多?
答:多了好几道工序——粗化、敏化、活化、化学镀,才能让塑料表面导电。特别是 ABS 塑料,粗化要用铬酸硫酸溶液,控制不好就把零件溶解了。还有化学镀铜或化学镀镍打底,那药水贵得肉疼。所以结构设计时尽量别开直角槽,容易藏液,造成漏镀。你看汽车标牌、卫浴把手那些塑料电镀件,良率能做到 85% 就谢天谢地了。
最后说个刚冒出来的趋势:三价铬镀铬。比六价铬环保,毒性低,镀液分散能力也还行,就是外观偏白,硬度稍微软一点,盐雾测试勉强过关。可欧盟 RoHS 卡死了六价铬,迟早得转。我们试产了两批,工人嫌颜色不蓝亮,客户倒是接受了——因为符合车规。你看,市场逼着你进步。
搞电镀十几年,最深的感悟是:别只看成本表,要盯着挂具上的每一个触点,槽液里的每一毫升添加剂,废水站的每一克污泥。细节里有妖魔,也有黄金。
先说个颠覆认知的事:好多厂子天天盯着电流密度、温度、pH值,偏偏在挂具上一省再省。结果呢?镀层厚度不均匀、局部烧焦,废品率飙到 15% 以上。你信不信?我后来把挂具从“一根铁丝弯几个钩”改成仿形弹片接触,良率直接从 82% 拉到 96%。
问:电镀锌和热浸锌到底选哪个?
答:看你用在哪儿。汽车底盘件就别省——热浸锌耐蚀寿命是电镀锌的三五倍,盐雾试验能扛上千小时。但精密紧固件?M8 以下的小螺丝你热浸一下试试,螺纹全糊了,只好老老实实电镀锌。对了,电镀锌还能彩色钝化,蓝白、五彩、黑色,好看是真好看,防腐蚀就那回事。价格呢?电镀锌每吨加工费比热浸低四成左右,量大还真香。
 电镀锌彩色钝化膜颜色对比
电镀锌彩色钝化膜颜色对比
再说电镀镍。镍这东西,亮是亮,可稍有不慎就发花、发雾,针孔麻点烦死你。去年夏天连续三十八度,槽液温度上去了,整批货镀出来像月球表面。后来加了冷却盘管,又调整了湿润剂比例,才算是稳住了。
问:电镀镍层发花怎么办?
答:先别急着补加光亮剂!多半是前处理不净或者铁杂质太多。我习惯先取小样加双氧水煮沸,然后低电流电解处理几个小时,能救回来八成。要还是不行——对不住,该换槽液了,别舍不得那几万块钱药水,报废零件更贵。
挂具设计:被忽视的利润杀手
我见过最离谱的挂具——一根圆钢焊八个夹子,镀出来的工件上半截厚下半截薄,边缘烧焦,中间漏镀。老板还怪工人操作不当。其实很简单:电力线分布不匀。挂具必须考虑工件形状,比如凹面朝向阳极,凸面离远一点;必要时加辅助阳极或屏蔽阴极。还有挂具的接触点,一定要用弹性材料,保证导电可靠,不然电阻大的地方镀层薄得像层漆皮。
另外挂具本身也得定期脱镀,尤其是铜挂钩,镀层积厚了导电能力反而下降。我规定车间每两周必须盐酸退镀一次,没人执行?那就扣绩效。效果立竿见影。
 电镀车间复杂工件挂具设计案例
电镀车间复杂工件挂具设计案例
电镀废水:不是技术难,是人心难
说起来沉重。搞电镀的不可能绕过废水。镍、铬、氰化物,哪个不是要命的玩意儿?现在环保查得严,好多小厂直接关了。但大厂也头疼——螯合镍超标,传统沉淀法根本拿它没办法。我们上了 MVR 蒸发器,蒸汽冷凝水回用,浓缩液委外处理,成本翻了一番。但没办法,罚款更凶。
还有一类废水叫“化学镍老化液”,磷含量高得离谱,直接沉淀根本不行,必须先行破络。我们用酸性氧化剂破络,再 Fenton 处理,最后混凝沉淀,COD 和总磷才能勉强达标。真的,每次环保局来取样,我都捏一把汗。
问:电镀废水零排放到底现不现实?
答:纯粹忽悠。蒸发总有浓缩液,结晶出来的杂盐危废还得填埋。那种挂着“零排放”牌子的,大多是偷排或者把浓水当危废转移了。实话难听,但这就是行业现实。我们能做的是尽量提高回用率,至少做到 70% 以上,对得起良心也应付得了检查。
设备选型:别被“智能”俩字骗了
现在卖电镀线的张口闭口“智能控制系统”“无人车间”。我草(一种植物),去看了几家,无非加几个 PLC,装个显示屏就敢叫工业 4.0。真正管用的是整流器纹波系数!高频开关电源纹波能小于 3%,镀铬层晶粒细腻,硬度上去一大截。老式可控硅电源纹波动不动 10%,镀出来的镀层内应力高,容易爆皮。还有自动加药系统,能实时监控槽液浓度闭环调节,比人工滴定靠谱得多。
别小看烘箱。水渍印、起泡、变色,一半是烘干阶段出的幺蛾子。我指定用带洁净过滤的热风循环烘箱,温度±2℃,还配了定时开关,避免人为忘记关。这些细节省不了。
 电镀生产线高频开关电源与可控硅整流器
电镀生产线高频开关电源与可控硅整流器
问:塑料电镀为什么比金属电镀贵那么多?
答:多了好几道工序——粗化、敏化、活化、化学镀,才能让塑料表面导电。特别是 ABS 塑料,粗化要用铬酸硫酸溶液,控制不好就把零件溶解了。还有化学镀铜或化学镀镍打底,那药水贵得肉疼。所以结构设计时尽量别开直角槽,容易藏液,造成漏镀。你看汽车标牌、卫浴把手那些塑料电镀件,良率能做到 85% 就谢天谢地了。
最后说个刚冒出来的趋势:三价铬镀铬。比六价铬环保,毒性低,镀液分散能力也还行,就是外观偏白,硬度稍微软一点,盐雾测试勉强过关。可欧盟 RoHS 卡死了六价铬,迟早得转。我们试产了两批,工人嫌颜色不蓝亮,客户倒是接受了——因为符合车规。你看,市场逼着你进步。
搞电镀十几年,最深的感悟是:别只看成本表,要盯着挂具上的每一个触点,槽液里的每一毫升添加剂,废水站的每一克污泥。细节里有妖魔,也有黄金。