热处理变形不是玄学,是你不懂这几招
说实话,热处理变形这事儿,不知道搞疯了多少工艺工程师。工件进去时好好的,出来就弯了、扭了、缩了,客户催着交货,老板盯着你问为什么——你说为什么?我也想知道为什么!(此处应有苦笑)
不过话说回来,真要细抠变形根源,其实就那么几个。别看教科书上写得玄乎,什么热应力、组织应力,说白了就是加热冷缩不同步,加上相变体积突变。哎,说起来简单,实际控制起来……嗯,得花点心思。
 工业热处理炉温均匀性检测热像图
所以我现在养成一个习惯:新炉子进厂,先做九点测温。别在乎那几千块钱测试费,比起一批次全报废,划算多了。💡
热处理工艺有限元仿真应力变形云图
当然,仿真不是点一下按钮就完事。边界条件设置不准,结果就是垃圾。需要积累大量真实数据校准模型。所以,数据采集这块也得跟上:热电偶精确布置、冷却曲线实时记录——这些基础工作不做,指望仿真救你?做梦。
问:热处理后发现变形超差,除了校直还有什么补救办法吗?
答:看变形量和硬度要求。如果变形不大且后续有磨削余量,可以增大留量试试;如果是薄壁件或形状复杂,校直容易开裂,可以考虑“胀形”或“缩径”等压力矫正,但必须低温回火消除应力。另外一种思路是:在淬火后立即进行“热校直”,利用马氏体相变的超塑性,在Mf点附近进行矫正,效果很好,不过操作窗口窄,对人和设备要求高。
问:高合金钢热处理变形比普通碳钢更难控制,有哪些特殊要点?
答:高合金钢导热性差,加热速度必须慢,特别在600℃以上要有均温段,防止裂纹和变形;其次,淬火时的高温端冷却要快避免珠光体转变,但Ms点以下必须缓冷,否则巨大组织应力叠加变形。我强烈建议用等温淬火或分级淬火,像高速钢的盐浴分级,效果确实好。还有,深冷处理要安排在淬火后立即进行,防止残留奥氏体稳定化,否则后续使用中变形又杀个回马枪。❗
工业热处理炉温均匀性检测热像图
所以我现在养成一个习惯:新炉子进厂,先做九点测温。别在乎那几千块钱测试费,比起一批次全报废,划算多了。💡
热处理工艺有限元仿真应力变形云图
当然,仿真不是点一下按钮就完事。边界条件设置不准,结果就是垃圾。需要积累大量真实数据校准模型。所以,数据采集这块也得跟上:热电偶精确布置、冷却曲线实时记录——这些基础工作不做,指望仿真救你?做梦。
问:热处理后发现变形超差,除了校直还有什么补救办法吗?
答:看变形量和硬度要求。如果变形不大且后续有磨削余量,可以增大留量试试;如果是薄壁件或形状复杂,校直容易开裂,可以考虑“胀形”或“缩径”等压力矫正,但必须低温回火消除应力。另外一种思路是:在淬火后立即进行“热校直”,利用马氏体相变的超塑性,在Mf点附近进行矫正,效果很好,不过操作窗口窄,对人和设备要求高。
问:高合金钢热处理变形比普通碳钢更难控制,有哪些特殊要点?
答:高合金钢导热性差,加热速度必须慢,特别在600℃以上要有均温段,防止裂纹和变形;其次,淬火时的高温端冷却要快避免珠光体转变,但Ms点以下必须缓冷,否则巨大组织应力叠加变形。我强烈建议用等温淬火或分级淬火,像高速钢的盐浴分级,效果确实好。还有,深冷处理要安排在淬火后立即进行,防止残留奥氏体稳定化,否则后续使用中变形又杀个回马枪。❗
加热不均匀?炉子可能有问题
很多人只盯着淬火介质,忘了加热阶段就是变形埋伏的温床。特别是大件,装炉方式不对,或者炉温均匀性差——实测±5℃和生产商说的±5℃完全是两码事! 我们厂去年就碰到过,供应商信誓旦旦说炉温均匀性±5℃,结果我们请第三方测出来,角落温差超过20℃。难怪长轴件总是往一个方向弯。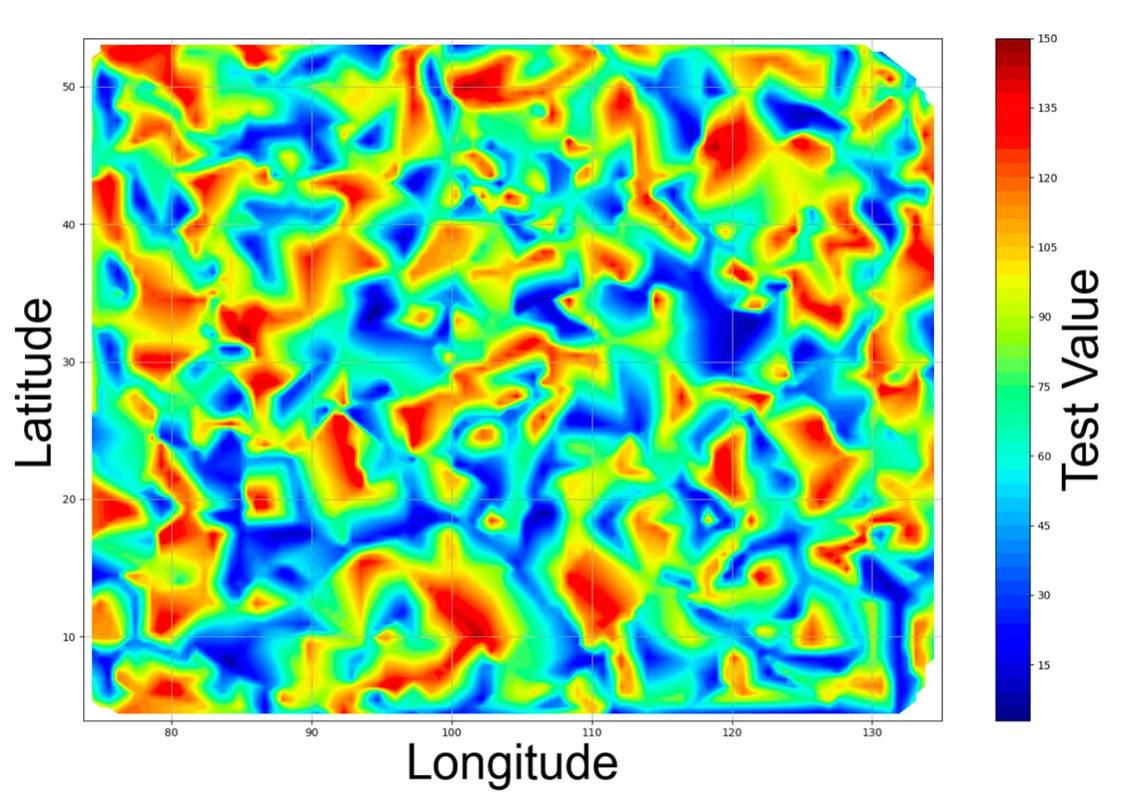 工业热处理炉温均匀性检测热像图
所以我现在养成一个习惯:新炉子进厂,先做九点测温。别在乎那几千块钱测试费,比起一批次全报废,划算多了。💡
工业热处理炉温均匀性检测热像图
所以我现在养成一个习惯:新炉子进厂,先做九点测温。别在乎那几千块钱测试费,比起一批次全报废,划算多了。💡
预备热处理:容易忽视的前置关卡
很多人以为变形只在最终淬火时发生,其实预备热处理也是关键。比如锻造后的正火或退火不充分,组织不均匀,带着网状碳化物就去淬火,不裂给你看就不错了,变形那是必然的。还有消除应力处理,有些大件粗加工后不除应力,加工应力释放导致后续热处理变形叠加——这些都是常见坑。 因此,一定要跟踪前面的工序。建议对关键件建立全流程工艺档案。💡 一个朋友厂里做模具,连续三批变形,查来查去,最后发现是挂具太松,工件在淬火液中晃荡——你说冤不冤?淬火介质:别光看冷却曲线,要考虑变形敏感性
冷却速度过快是变形元凶,谁都知道。但有意思的是,不少人选淬火油或PAG溶液,只看淬硬深度和光亮性,变形倾向反而成了附带指标。然而,同样的冷却速度下,不同介质的冷却特性(蒸汽膜阶段、沸腾阶段、对流阶段的比例)对变形影响巨大——这个容易被忽略。 就拿我的经验来说,有一次做汽车齿轮,改用某进口油后变形率从8%直接降到2%以内,虽然每公斤贵了30块钱,但算上后续校直成本,反而省了一大笔。✅ 所以,选淬火介质,不能只看单价,要算总账。仿真不是万能的,但没有仿真万万不能
说到最新实践,不得不提热处理模拟仿真。十年前这东西还像个玩具,现在呢?数字孪生技术已经能准确预测变形趋势。像我们公司去年上了有限元仿真,输入材料参数、工艺曲线,就能看到应力分布变化,甚至能模拟出变形量。这让试制周期大幅缩短,不然以前全靠老师傅经验,试错成本高得吓人。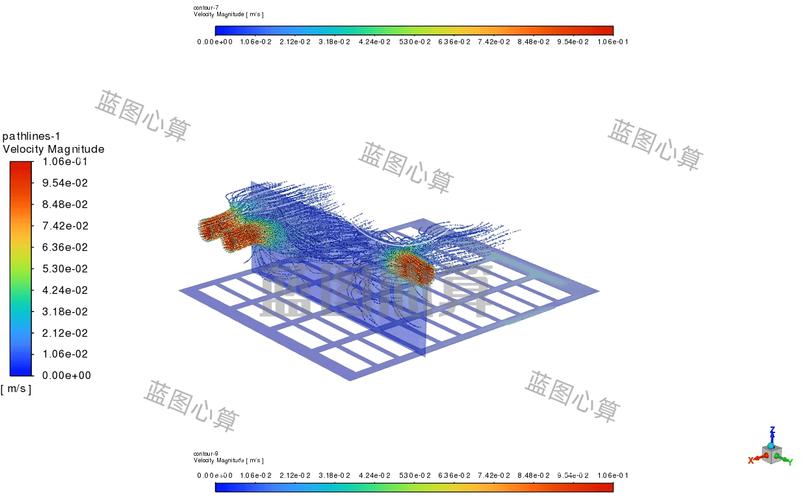 热处理工艺有限元仿真应力变形云图
当然,仿真不是点一下按钮就完事。边界条件设置不准,结果就是垃圾。需要积累大量真实数据校准模型。所以,数据采集这块也得跟上:热电偶精确布置、冷却曲线实时记录——这些基础工作不做,指望仿真救你?做梦。
问:热处理后发现变形超差,除了校直还有什么补救办法吗?
答:看变形量和硬度要求。如果变形不大且后续有磨削余量,可以增大留量试试;如果是薄壁件或形状复杂,校直容易开裂,可以考虑“胀形”或“缩径”等压力矫正,但必须低温回火消除应力。另外一种思路是:在淬火后立即进行“热校直”,利用马氏体相变的超塑性,在Mf点附近进行矫正,效果很好,不过操作窗口窄,对人和设备要求高。
问:高合金钢热处理变形比普通碳钢更难控制,有哪些特殊要点?
答:高合金钢导热性差,加热速度必须慢,特别在600℃以上要有均温段,防止裂纹和变形;其次,淬火时的高温端冷却要快避免珠光体转变,但Ms点以下必须缓冷,否则巨大组织应力叠加变形。我强烈建议用等温淬火或分级淬火,像高速钢的盐浴分级,效果确实好。还有,深冷处理要安排在淬火后立即进行,防止残留奥氏体稳定化,否则后续使用中变形又杀个回马枪。❗
热处理工艺有限元仿真应力变形云图
当然,仿真不是点一下按钮就完事。边界条件设置不准,结果就是垃圾。需要积累大量真实数据校准模型。所以,数据采集这块也得跟上:热电偶精确布置、冷却曲线实时记录——这些基础工作不做,指望仿真救你?做梦。
问:热处理后发现变形超差,除了校直还有什么补救办法吗?
答:看变形量和硬度要求。如果变形不大且后续有磨削余量,可以增大留量试试;如果是薄壁件或形状复杂,校直容易开裂,可以考虑“胀形”或“缩径”等压力矫正,但必须低温回火消除应力。另外一种思路是:在淬火后立即进行“热校直”,利用马氏体相变的超塑性,在Mf点附近进行矫正,效果很好,不过操作窗口窄,对人和设备要求高。
问:高合金钢热处理变形比普通碳钢更难控制,有哪些特殊要点?
答:高合金钢导热性差,加热速度必须慢,特别在600℃以上要有均温段,防止裂纹和变形;其次,淬火时的高温端冷却要快避免珠光体转变,但Ms点以下必须缓冷,否则巨大组织应力叠加变形。我强烈建议用等温淬火或分级淬火,像高速钢的盐浴分级,效果确实好。还有,深冷处理要安排在淬火后立即进行,防止残留奥氏体稳定化,否则后续使用中变形又杀个回马枪。❗