五轴数控机床:别只盯着“高端”,这些都搞清楚了再聊
五轴数控机床——这五个字听上去就挺唬人。前阵子去长三角一个小厂,老板指着车间角落那台落灰的五轴机苦笑:“买回来三年,真正用起来的活不超过十件。”
说实话,这种情况我见太多次了。不是机器不行,是很多厂根本还没准备好。包括软件、刀具、夹具,甚至人的思维都还卡在三轴的框框里。以为买了五轴就能横着走?机床是硬件,但用五轴是个系统工程。
五轴加工到底强在哪?
三轴大家熟——X、Y、Z,刀具上下左右前后,一点不绕。五轴在三轴基础上多了两个旋转轴。常见结构有A/C轴(工作台旋转)或B/C轴(主轴摆动)。能干什么?斜着干、侧着干、翘着干。复杂曲面,比如叶轮、人体关节植入物、模具深腔,三轴要搞十次装夹还未必达标,五轴可能两次甚至一次搞定——装夹误差少了,精度自然上去。
但有个大坑:很多人以为五轴就是“三轴+两个转台”。完全不是那回事。从编程开始就两码事。三轴编程你可以靠“大脑补偿”,刀路不干涉就算完。五轴?刀轴矢量一旦倾斜,所有安全性、碰撞、超程都要在软件里验。后处理更是一机一码。同一套刀路,换台海德汉系统,后处理没调对?轻则乱刀,重则撞车。❗
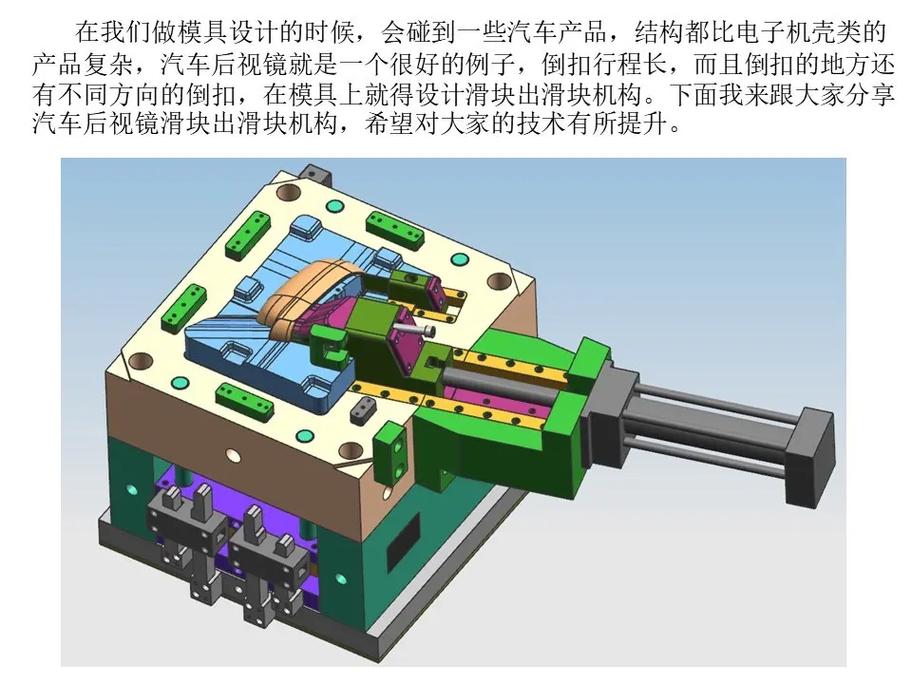
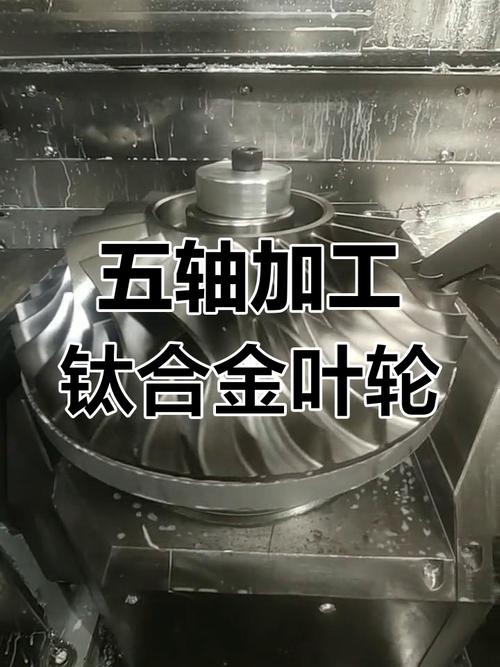 五轴数控机床加工钛合金叶轮,多轴切削路径
五轴数控机床加工钛合金叶轮,多轴切削路径
我记得第一次调一个S形试件,ISO标准那个。程序仿真完美,上机后转角直接过切。查了两天,最后发现是机床的RTCP(刀尖跟随)参数有一个微小偏差。0.02mm的静态误差,动态直接放大到0.1。所以说,五轴的精度不是靠机床保证的,是靠调试出来的。好多厂买机器时死命谈精度参数,买回来却舍不得花时间做激光干涉仪补偿——这不是买椟还珠么。
数控系统:大脑还是那点东西?
现在一说五轴系统就提海德汉iTNC 640或者西门子SINUMERIK ONE。但国产的华中9型、科德数控的系统也在追。说实话,差距在缩小,但核心不在插补,在“经验”。海德汉那个Cycle循环库,上万个应用场景的积累,这才是壁垒。不是写几行代码就能赶上的。
问:我们厂做铝件,有必要上五轴吗?
答:看你是什么铝件。如果是平板类,三轴足够了,五轴纯属浪费。但如果你有那种立体边框、或者需要侧面打孔攻牙的铝壳体,五轴可以省掉好几个夹具和人工翻面,直接提高效率和良率。不过注意,铝件用五轴,刀具夹持悬伸要尽量短,否则主轴摆动时离心力会让你振刀。血的教训。
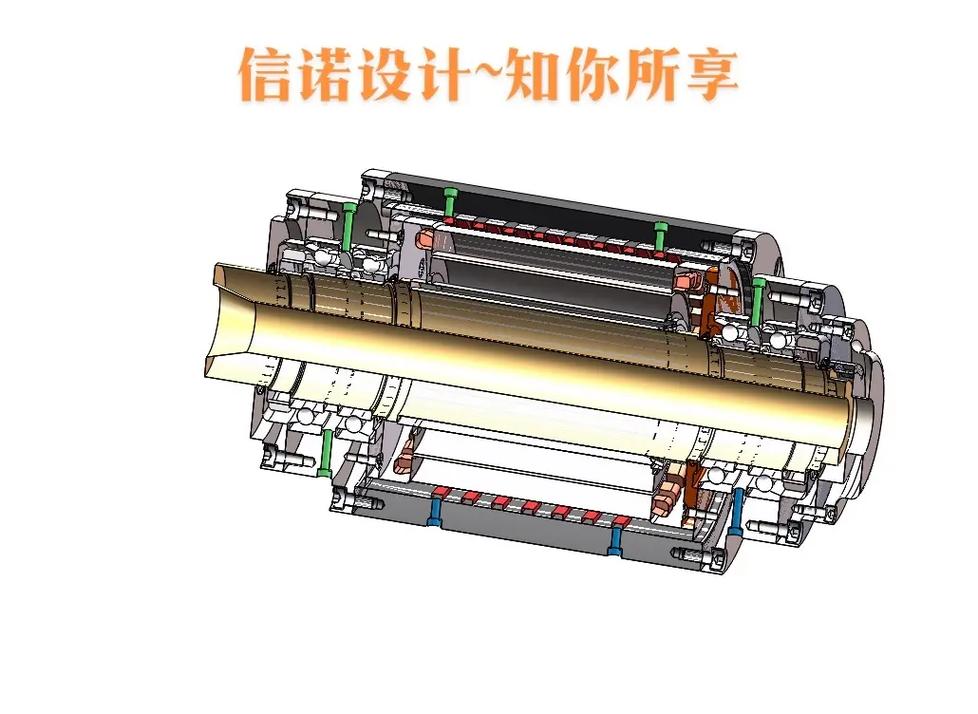
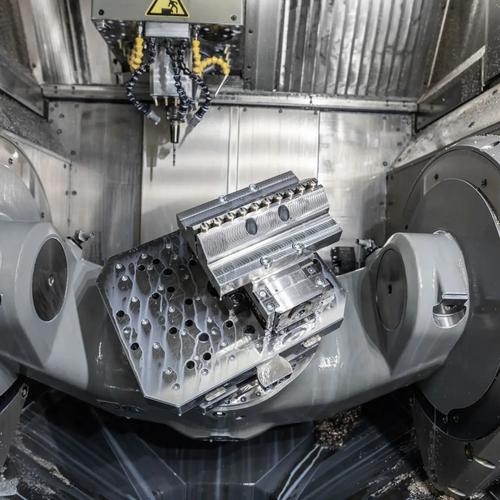 现代车间内五轴数控机床主轴加工铝合金零件特写
现代车间内五轴数控机床主轴加工铝合金零件特写
另一个常被忽略的是机床的动力学特性。五轴快移速度和加速度比三轴高几个档次?就这?不是,关键是加加速度(Jerk)。高速拐角时,如果系统没搞好平滑,瞬间抖动足以在工件表面留下震纹。有些国产机参数标得漂亮,实际干钢件一刀切下去,整个主轴都在抖……哎,真用过的人自然懂。
夹具和刀具:别让短板毁了全局
 夹具和刀具:别让短板毁了全局
夹具和刀具:别让短板毁了全局
五轴加工的尴尬:机床主轴头能摆到±110度,结果夹具锁得太低,摆到80度就撞了。买得起五轴,舍不得换好的液压组合夹具?我还见过用压板凑合的——那真的是浪费机床。
刀具更讲究。三轴常用平底刀侧刃铣,五轴常用球头刀或者圆鼻刀做点铣。刀具寿命成倍下降,因为切削点不断在变。涂层、基材、刃口钝化处理全要重新评估。💡小建议:如果你们刚转五轴,先别急着买顶级刀具,找厂商要些样刀,在典型工件上试切,记下寿命和表面质量,建立自己的参数库。这一步谁也省不了。
问:五轴编程软件选哪个好?hyperMILL、NX、Powermill还是ESPRIT?
答:这问题就像问买车是宝马还是奔驰。各有强项。hyperMILL五轴路径公认强,特别是叶轮模块,几乎一骑绝尘。NX做大型模具,全套流程从设计到加工一气呵成。ESPRIT在线切割和车铣复合上优势大。关键是——你公司有人会用,而且用得熟。买个百万软件没人用,等于买个加密狗落灰。先搞培训,再谈购买。
最后再说一点,五轴不是万能药,它是一种能力,更是一种限制。限制你偷懒,限制你凑合,逼着你去搞明白工艺、仿真、检测。很多从三轴转过来的老师傅,第一次玩五轴都有种“把刀路想透三层”的压迫感。但一旦玩转,就回不去了。加工的思路都变了——从“怎么把活干完”变成“怎么把活干漂亮”。这才是数控机床的真正魅力。