模具这行,有些坑你避不开——一个老工业人的碎碎念
模具……这两个字,干我们这行的,提起来真是又爱又恨。爱的是它成就了无数产品,恨的是——有时候一个细节没注意到,几万块就打了水漂。昨天车间里老李还在骂,一套新模试了三次,飞边大到能切菜。你说问题出在哪?设计?加工?还是材料?
说实话,模具这行当,真不是画个图、铣几刀那么简单。它像一门玄学,但玄学背后全是物理、化学和——钱。❗
设计:别太迷信软件,经验才是硬通货
现在年轻人一来就开UG、ProE,流道设计得花一样,模流分析跑得挺漂亮。结果呢?一上机,困气、缩水、变形……全来了。电脑不会告诉你,车间湿度今天高了,脱模剂喷多了,或者那批钢材其实硬度不均匀。
我见过最离谱的一次,一个滑块抽芯角度只给了1度,理论上够了。但没考虑到那套模具要打PA66加30%玻纤,磨损快得惊人。不到五千模,滑块拉伤,直接报废。✅ 听我的:玻纤增强料,滑块角度至少给到2.5度,最好做氮化处理。
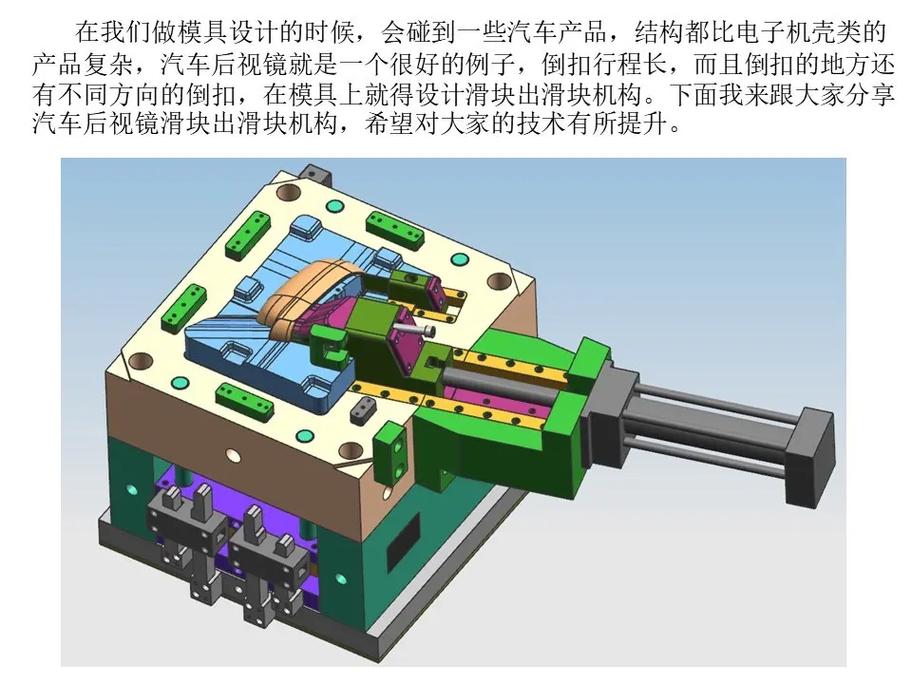 模具滑块抽芯机构设计图
模具滑块抽芯机构设计图
还有排气槽。多简单的事,偏偏有人省那点深度。上次一套PC透明件模具,表面全是银纹,查了三天——排气槽堵了,困气烧焦。PC料排气槽深度可以做到0.015-0.02mm,ABS 0.02-0.03mm,PP、PE等软胶可以再深一点。别死记硬背,看产品厚度、流程比、材料粘度。这些,软件不会告诉你。💡
加工:精度不是吹出来的,是磨出来的
 加工:精度不是吹出来的,是磨出来的
加工:精度不是吹出来的,是磨出来的
现在五轴机满天飞,但你知道么,很多模具厂还死守着传统的那套:高速铣开粗,电火花精打。为什么?因为高速铣虽然快,但刀痕和应力集中点,有时候比电火花还要差。电火花慢是慢,表面那层熔凝层对某些应用反而是好事。不过,石墨电极得用好,不然积碳让你头疼。
另外,热处理。别迷信真空淬火就一定没变形,余量留得不对,照样弯。我习惯对关键成型零件留0.1-0.15mm的精加工余量,热处理后再精磨或EDM。对了,深冷处理一定要做,特别是那些精密多腔模,残奥不消除,尺寸稳定性就是句空话。
话说回来,现在3D打印随形水路挺火。确实好,温度均匀,周期缩短。但打印的模具钢,你敢直接成型?表面粗糙度、致密度还是问题。做镶件可以,整块模仁……我暂时持保留态度。用过的朋友可以聊聊。
选材与维护:最省钱的环节,也是最费钱的环节
模具材料,水太深了。国产料和进口料,价差几倍。S136、8407、H13……牌号一样,性能差远了。我见过一家厂,用所谓“国产S136”打PVC,三个月型腔腐蚀得不成样子,产品全是黑点。后来换了一胜百的S136,用了两年还在跑。❗便宜料,短期看省了,长期算上维修、停线、不良品,亏损是十倍计。
 注塑模具型腔腐蚀对比图
注塑模具型腔腐蚀对比图
维护?好多厂根本不重视。交接班记录没有,保养计划停在墙上。模具寿命能长才怪。✅ 我建议每个模具建立生命周期档案:每次上机模次、材料批次、维修记录、更换备件…… 用二维码贴在模具上,扫码就能看。这事不难,就看做不做。
说到这里,肯定有老板心里嘀咕:“我小厂,哪来这些钱搞系统?” 其实不需要多高大上的软件,Excel加个共享文档,规范执行,足够了。关键是意识。对吧?
问:模具老是断顶针,怎么解决?
答:顶针断,不外乎三原因:一是配合间隙不对,太紧啃死,太松偏摆;二是顶出面积不够,顶板变形导致顶针受力不均;三是顶针本身材质、热处理差。我的经验:顶针孔与顶针配合留0.01-0.02mm双边间隙(直径大的留多点),顶针用SKD61材质并氮化处理,顶针板加中托司。还有,顶出距离尽量短,能用顶块就别用细顶针。实在不行,上扁顶针或直顶,但成本就高了。
问:多腔模尺寸不稳定,所有腔取出来偏差大,怎么办?
答:这个问题复杂了。先看浇口平衡——用模流分析确认每个型腔的填充时间差,尽量控制在0.1秒内。平衡不了就手动修浇口。其次,检查热流道温控,各喷嘴温差不能超过5度。然后看冷却,不同位置的型腔冷却要均匀,随形水路是终极方案。最后,检查模板刚性,注射时模板弯了,腔数越多越明显。加厚板,加支撑柱。一步一步排查。
这些坑,我都踩过。现在说给你听,省得你再花冤枉钱。模具这行,永远都是细节决定成败。别嫌我啰嗦,时间久了你就知道,这几句话可能值好几十万。💡
最后唠叨一句:新模具试模,一定要做短射测试、保压测试、锁模力优化,并把数据留下来。别急着打全满,一步步来。出了问题,冷静分析,实在不行,喝杯茶,换个思路。模具嘛,就是个磨人的小妖精。😄