精密制造:中国工厂的0.1微米突围战
你跟一个老钳工说精密制造,他会摸摸手里的千分表,咧嘴笑——那玩意儿他用了三十年,表盘都磨花了,但一量,还是准的。这就是手艺。可如今光靠手艺?早不行了。我上周去苏州一家做光学模具的厂,他们老总指着台五轴机床说:“这货,重复定位精度0.5μm,德国来的。”旁边工程师小声补了句:“不过得恒温车间,22度±0.5,还得隔振地基,不然隔壁冲床一响,数就跳。” 你看,精密制造就是这么拧巴:花几千万买设备,还得给它建个“玻璃房子”。
说实话,这几年国产替代喊得凶,但一到高端精密件——比如航空发动机叶片、光刻机镜头、骨科植入物——还是被卡脖子。卡在哪?材料、工艺、检测,更卡在看不见的细节里。我干过工艺,也搞过品控,最大的感触是:精密制造不是买台好机器就能解决的,它是个系统工程,从铁屑到数据,每一步都像在走钢丝。不信?往下瞧。
 德国凯斯勒精密电主轴内部剖视图
德国凯斯勒精密电主轴内部剖视图
可你以为买回来就万事大吉了?笑话。去年帮一个客户调试新机床,进口主轴,按理说装配好了精度该杠杠的。结果试切件圆度超差,一检,发现主轴锥孔与机床导轨的垂直度跑了0.003度——就这一点点,镗出来的孔成了椭圆。后来拆开重新研配结合面,刮研了三天,老师傅腰都快断了。所以精密制造里有个说法:制造能力拼的是“装”,不是“床”。机床是基础,装配调试才是灵魂。
问:你们常说的μ级精度,真值得那么较真吗?我看好多零件手摸都没感觉。
答:哈哈,这个问题我早年也问过。答案是:分场合。做个农机配件,0.1mm绰绰有余;但如果是涡喷发动机的燃油喷嘴,小孔直径偏差超过5μm,燃烧效率就掉了,推力波动能让你飞机抖成筛子。更别提芯片封装用的键合劈刀,尖端尺寸差几微米,金丝就打不上。所以μ级不是炫技,是功能决定的。而且——有意思的是——很多精密件组装起来,公差会累积,搞不好1+1=3,这就是为啥要有公差分析,搞统计尺寸链。所以说,精密制造是个数学游戏,看不见的公差链在图纸上跳舞,你按得住吗?
雷尼绍精密测头在五轴机床上测量涡轮叶片
听着很爽对吧?可真正用好很难。因为机床本身的热变形会“骗”测头,测出来的结果是温床下的数据。所以得上温度传感器,做热补偿模型,还要求机床结构对称、热稳定性好。国内有些机床厂,搞在机测量就是卖个噱头,实际开机跑两小时数据就飘了。我指着他们的宣传册发过火:“你连恒温车间都舍不得建,给我吹在机测量?” 不过也有真长进的,比如有些民营小厂,憋着劲死磕,去年深圳一家做金属3D打印后处理的,用国产激光干涉仪校机床螺距误差,硬是把大型铝合金框架的平面度干到0.02mm/米,成本只有进口方案的三分之一。所以精密制造不是不能国产化,是得有壮士断腕的决心——别总想着便宜又全能。
问:国产机床到底差在哪儿?我看参数和德日的差不多啊。
答:参数表这东西,水分大着呢。人家标的是“全工作区间保证精度”,咱们很多标的是“最佳工况测试数据”。更气人的是,基础部件偷偷缩水:导轨用贴塑而不是重载直线滚柱,丝杠用研磨级还是轧制级,差别天上地下。还有伺服驱动的动态响应,小日本的东西加减速柔和但轨迹精准,我们的一冲一冲,过象限有尖角。这背后是控制算法和前馈参数的积累,是几代人喂数据喂出来的。不过也别一棒子打死,沈阳机床的五轴、科德数控的数控系统,进步真的快。尤其科德,在模具加工圈口碑起来了,曲面光洁度能PK牧野,这换五年前你敢想?所以我的态度是:一边骂一边试,该用的还得用,但不能指望立刻弯道超车。
人,才是精密制造最后的壁垒
我见过最精密的操作,不是机器干的,是人。有一次看个退休的八级钳工铲刮导轨,铲刀在小臂上绑了块木头,靠身体重心压着,一铲下去,接触斑点从三点变五点,均匀得像印刷。他说,机床导轨的几何精度,最后那两道,机器磨完还得靠手工刮研,因为微观的高点是油膜支撑的关键。这手艺,现在快绝迹了。年轻人谁还愿意干?又脏又累,工资还拼不过送外卖。一个精密制造大国,要是连高级钳工、调机员都断代了,软件再强也白搭。
德国人能把学徒制保留下来,我们呢?技术学校教的东西和工厂脱节得厉害。我跟一些职校合作过,他们的实训设备还是普通车床,教学生磨车刀,可企业里连数控车刀片都免磨了。这不是闹吗?精密制造的未来得靠人、机、料、法、环协同,而人的因素——那种对0.01mm的敬畏,对铁屑颜色的直觉——不是算法能替代的。
写在最后:别老盯着进口设备流口水了。精密制造的根,在工艺理解的深度,在供应链的缺陷里抠小数点,在一线工人的汗水里。哪天我们能稳住0.1μm,从设计到量产全程可控,那才是真正的突围。现在?还在突围的路上,但已经能看到光亮了。
说实话,这几年国产替代喊得凶,但一到高端精密件——比如航空发动机叶片、光刻机镜头、骨科植入物——还是被卡脖子。卡在哪?材料、工艺、检测,更卡在看不见的细节里。我干过工艺,也搞过品控,最大的感触是:精密制造不是买台好机器就能解决的,它是个系统工程,从铁屑到数据,每一步都像在走钢丝。不信?往下瞧。
一台机床的“心跳”到底有多稳?
提起精密加工,外行看转速、看刀库,内行盯着主轴。主轴是机床的心脏,它的跳动、温升、动平衡,直接决定零件表面的微观形貌。举个例子,手机金属中框的高光倒角,那条亮闪闪的棱线,用放大镜看要没有锯齿纹——主轴径向跳动得压到1μm以内。1μm啥概念?头发丝的七十分之一。可很多国产主轴,标称精度看着漂亮,实际切起来,热伸长就给你颜色看。跑个半小时,刀具位置漂出去0.02mm,那零件就只能报废。所以舍得花钱的主儿,都奔着德国Kessler、瑞士Fischer去,或者日本的NSK、THK,一根主轴比一辆奔驰贵,还得签出口许可。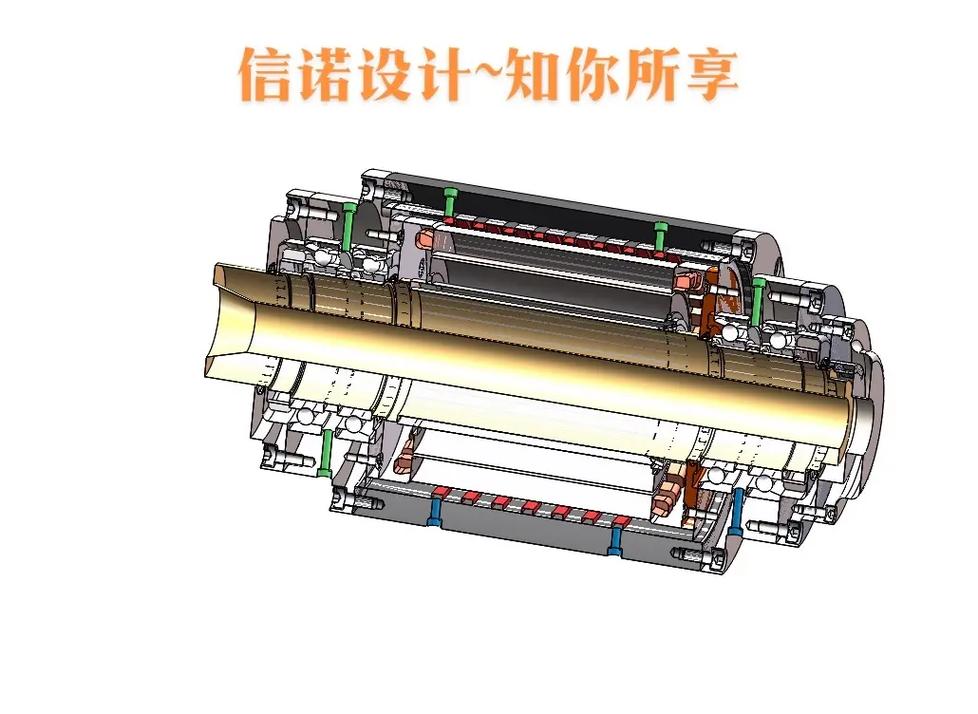 德国凯斯勒精密电主轴内部剖视图
德国凯斯勒精密电主轴内部剖视图
可你以为买回来就万事大吉了?笑话。去年帮一个客户调试新机床,进口主轴,按理说装配好了精度该杠杠的。结果试切件圆度超差,一检,发现主轴锥孔与机床导轨的垂直度跑了0.003度——就这一点点,镗出来的孔成了椭圆。后来拆开重新研配结合面,刮研了三天,老师傅腰都快断了。所以精密制造里有个说法:制造能力拼的是“装”,不是“床”。机床是基础,装配调试才是灵魂。
问:你们常说的μ级精度,真值得那么较真吗?我看好多零件手摸都没感觉。
答:哈哈,这个问题我早年也问过。答案是:分场合。做个农机配件,0.1mm绰绰有余;但如果是涡喷发动机的燃油喷嘴,小孔直径偏差超过5μm,燃烧效率就掉了,推力波动能让你飞机抖成筛子。更别提芯片封装用的键合劈刀,尖端尺寸差几微米,金丝就打不上。所以μ级不是炫技,是功能决定的。而且——有意思的是——很多精密件组装起来,公差会累积,搞不好1+1=3,这就是为啥要有公差分析,搞统计尺寸链。所以说,精密制造是个数学游戏,看不见的公差链在图纸上跳舞,你按得住吗?
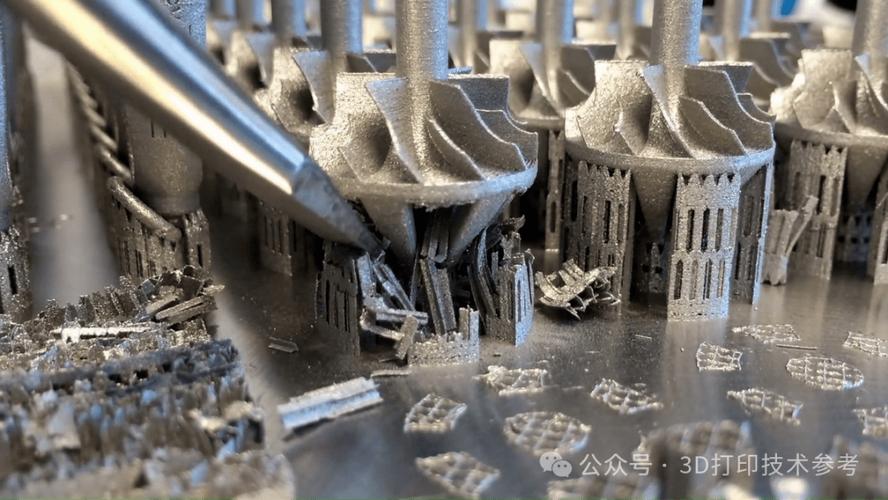
在机测量:让刀具自己“摸”出误差
传统工艺是:加工→拆下来→送三坐标测量→发现超差→重新上机找正→补一刀。这一圈下来,效率低不说,二次装夹误差可能比公差还大。现在聪明的做法是在机测量,工件不卸,主轴装上测头,直接探测关键尺寸,实时补偿。雷尼绍的测头,精度0.25μm,红宝石球头在零件上轻触一遍,软件马上算出偏多少,然后自动修正刀补。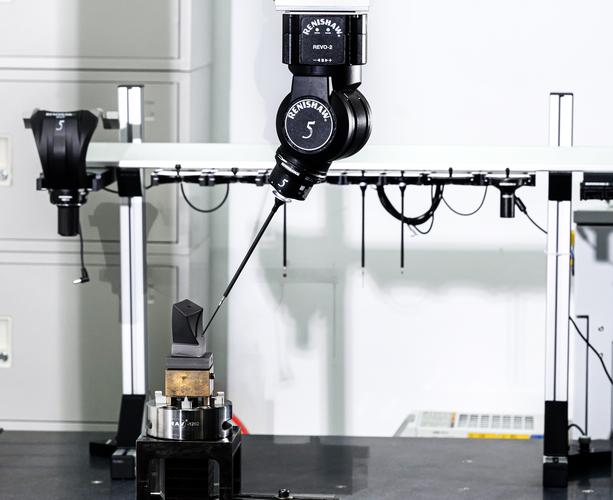 雷尼绍精密测头在五轴机床上测量涡轮叶片
雷尼绍精密测头在五轴机床上测量涡轮叶片
听着很爽对吧?可真正用好很难。因为机床本身的热变形会“骗”测头,测出来的结果是温床下的数据。所以得上温度传感器,做热补偿模型,还要求机床结构对称、热稳定性好。国内有些机床厂,搞在机测量就是卖个噱头,实际开机跑两小时数据就飘了。我指着他们的宣传册发过火:“你连恒温车间都舍不得建,给我吹在机测量?” 不过也有真长进的,比如有些民营小厂,憋着劲死磕,去年深圳一家做金属3D打印后处理的,用国产激光干涉仪校机床螺距误差,硬是把大型铝合金框架的平面度干到0.02mm/米,成本只有进口方案的三分之一。所以精密制造不是不能国产化,是得有壮士断腕的决心——别总想着便宜又全能。
问:国产机床到底差在哪儿?我看参数和德日的差不多啊。
答:参数表这东西,水分大着呢。人家标的是“全工作区间保证精度”,咱们很多标的是“最佳工况测试数据”。更气人的是,基础部件偷偷缩水:导轨用贴塑而不是重载直线滚柱,丝杠用研磨级还是轧制级,差别天上地下。还有伺服驱动的动态响应,小日本的东西加减速柔和但轨迹精准,我们的一冲一冲,过象限有尖角。这背后是控制算法和前馈参数的积累,是几代人喂数据喂出来的。不过也别一棒子打死,沈阳机床的五轴、科德数控的数控系统,进步真的快。尤其科德,在模具加工圈口碑起来了,曲面光洁度能PK牧野,这换五年前你敢想?所以我的态度是:一边骂一边试,该用的还得用,但不能指望立刻弯道超车。
人,才是精密制造最后的壁垒
 人,才是精密制造最后的壁垒
我见过最精密的操作,不是机器干的,是人。有一次看个退休的八级钳工铲刮导轨,铲刀在小臂上绑了块木头,靠身体重心压着,一铲下去,接触斑点从三点变五点,均匀得像印刷。他说,机床导轨的几何精度,最后那两道,机器磨完还得靠手工刮研,因为微观的高点是油膜支撑的关键。这手艺,现在快绝迹了。年轻人谁还愿意干?又脏又累,工资还拼不过送外卖。一个精密制造大国,要是连高级钳工、调机员都断代了,软件再强也白搭。
人,才是精密制造最后的壁垒
我见过最精密的操作,不是机器干的,是人。有一次看个退休的八级钳工铲刮导轨,铲刀在小臂上绑了块木头,靠身体重心压着,一铲下去,接触斑点从三点变五点,均匀得像印刷。他说,机床导轨的几何精度,最后那两道,机器磨完还得靠手工刮研,因为微观的高点是油膜支撑的关键。这手艺,现在快绝迹了。年轻人谁还愿意干?又脏又累,工资还拼不过送外卖。一个精密制造大国,要是连高级钳工、调机员都断代了,软件再强也白搭。德国人能把学徒制保留下来,我们呢?技术学校教的东西和工厂脱节得厉害。我跟一些职校合作过,他们的实训设备还是普通车床,教学生磨车刀,可企业里连数控车刀片都免磨了。这不是闹吗?精密制造的未来得靠人、机、料、法、环协同,而人的因素——那种对0.01mm的敬畏,对铁屑颜色的直觉——不是算法能替代的。
写在最后:别老盯着进口设备流口水了。精密制造的根,在工艺理解的深度,在供应链的缺陷里抠小数点,在一线工人的汗水里。哪天我们能稳住0.1μm,从设计到量产全程可控,那才是真正的突围。现在?还在突围的路上,但已经能看到光亮了。