金属3D打印的基层实战:从翻车到真香的这几年
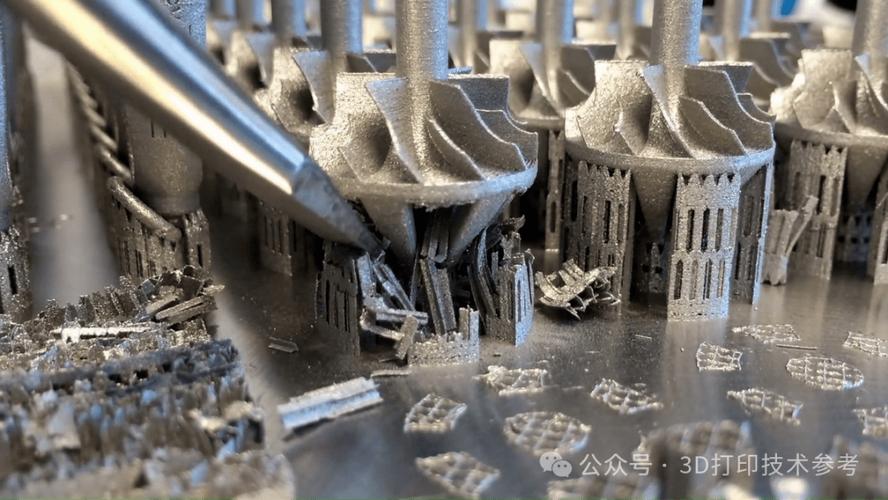
去年这时候,我蹲在车间角落,盯着那块刚下机的钛合金叶轮——表面裂纹像条蜈蚣,支撑根本拆不下来。钳子一用力,啪,叶片崩了。那瞬间血压绝对飚到160。旁边技术员小声嘀咕:“又废了……”我差点没把钳子摔地上。
说实话,3D打印这玩意儿,宣传册和实际落地之间,隔了起码十个迭代坑。但一旦走通,回报率也高得吓人。今天不扯那些宏观趋势,就聊聊我们在产线上踩过的泥巴、突然开窍的瞬间,以及怎么把这事儿真正变成生产力。
第一次打印就翻车:谁也逃不过的支撑地狱
很多人以为买了台百万级的SLM设备就万事大吉。天真。我们第一件随形冷却模具钢镶件,设计得花团锦簇,内部流道蜿蜒。切片软件自动生成支撑,我瞟了一眼,密度有点高,但没多想。结果打印到三分之一,刮刀直接撞上翘曲的零件——那声音像指甲刮黑板。停机、清粉、重来,一晚上白干。
后来才懂,支撑不只是“撑住”,它要控形、导热、还要方便去除。尤其钛合金、镍基高温合金,热应力大到你怀疑人生。我们试过树形支撑、块状支撑,甚至手动一根根画。现在养成一个习惯:任何悬垂角度超过45°的区域,必须做应力模拟,别信软件的默认参数。那算法有时候像个刚毕业的实习生,一腔热血但缺经验。
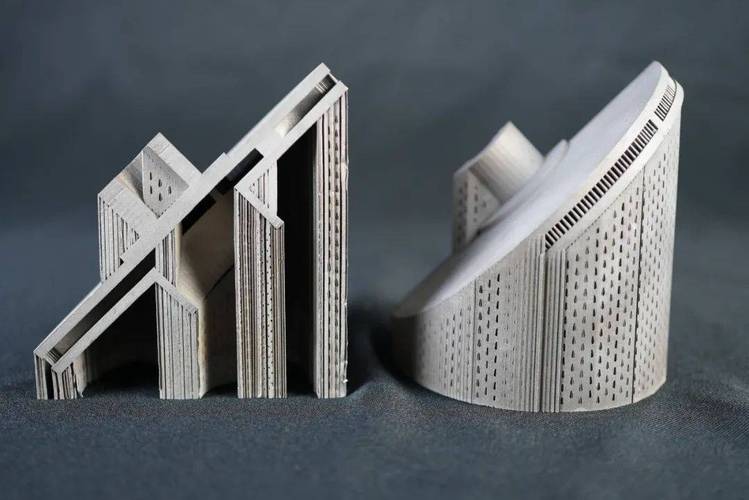 金属3D打印支撑结构断裂特写
金属3D打印支撑结构断裂特写
还有个血泪教训——支撑和零件接触点千万别用锯齿形断口,看着好拆,一掰就缺肉。改成圆锥收口,结合后处理液氮冷冻,现在拆支撑的时间从4小时缩到40分钟。❗这个窍门当初还是跟一个做珠宝3D打印的师傅喝酒套出来的,跨界交流太重要了。
从塑料到金属:设备升级背后的认知鸿沟
 从塑料到金属:设备升级背后的认知鸿沟
从塑料到金属:设备升级背后的认知鸿沟
我们公司最早用FDM打手板,后来咬牙上金属机,以为只是材料换一换。❌大错。塑料打印讲究挤出稳定,金属粉末床熔融完全另一套物理逻辑:激光光斑质量、粉层均匀度、氧含量控制……哪个环节掉链子,致密度就跳水。有一批航空连接件,装机前做CT,内部孔隙率超标。查了三天,发现是筛粉机滤网有个细微破损,导致大颗粒混入。那一刻我真切感受到金属3D打印的工艺链就像多米诺骨牌。
现在车间墙上贴着醒目的“粉-机-人-环”四字检查清单。每批粉末来料必测霍尔流速和松装密度;激光功率用第三方功率计每月校准,别信显示屏上的数;人员进出必须换鞋套,甚至严格控制说话——飞溅的唾液都会污染粉床。听起来夸张?等你报废过价值八万的粉末,就懂了。💡
问与答:一线实操中最常见的两个灵魂拷问
 问与答:一线实操中最常见的两个灵魂拷问
问与答:一线实操中最常见的两个灵魂拷问
问:我们一个做传统注塑的,想导入金属3D打印做随形冷却,第一步最容易死在哪儿?
答:十有八九死在设计思维没转过来。工程师习惯画等壁厚、均匀截面的流道,但3D打印可以任意中空、变径、多向分叉。你得重新学一遍流体仿真,利用极致的几何自由度去降低压损和温差。我就见过有团队把传统直水道直接“3D打印化”,性能提升不到5%,老板脸都绿了。✅正确姿势:先根据热成像靶向设计冷却回路,再反推支撑布局和扫描策略,这才是增材思维。
问:批量生产到底靠不靠谱?我们单件成本还是太高。
答:如果盯着单件报价,永远算不过机加。但你把组装件合并打印呢?我们有个液压歧管,原来由17个零件焊接而成,现在一体打印,减重40%,泄漏风险归零,总成本降了62%。这需要设计端狠下功夫,打破部件划分的惯性。不过话说回来,支撑后处理和机加工序还得配套,纯靠打印完成量产目前只有少数粉体床大批量阵例(比如齿科钴铬冠)。所以别被“无人工厂”的故事忽悠,现阶段3D打印最适合高附加值、结构高度复杂、传统无法制造的零件,想通这点你就不会纠结“全面替代”了。
软件才是隐形门槛:数据处理吃掉我们40%工时
买了顶级设备,配了进口粉末,结果卡在.stl文件修复上你敢信?有些设计模型转出来法线乱飞、面片缺失,打印预处理器直接报错。更头疼的是轻量化点阵结构,切片数据量大到普通工作站崩溃。有次为了处理一个带点阵的航空支架,我们IT小哥从隔壁搬来三台电脑并行跑,画面魔幻得很。
后来痛下决心,上了专业的增材制造数据准备软件,带自动修复和特征识别功能。但更治本的方法是打通CAD到打印机的直连管道,参数化建模时就植入工艺约束,比如最小壁厚提示、自支撑角度预警。说穿了,3D打印的竞争已经从前端硬件转移到数据流和know-how沉淀上。
 增材制造数据准备软件界面拓扑优化
增材制造数据准备软件界面拓扑优化
还有个扎心的事实:多数企业花大钱买设备,却不舍得投钱做参数开发。标准参数包打玩具没问题,轮到你的特定几何、特殊材料配比,往往得花数月调试。我们为一种高导热铜合金开发打印参数,炸了12次,激光扫描速度、搭接率、光斑补偿……组合成千上万。最终是靠机器学习辅助实验设计才收敛到合格工艺窗口。那段时间我发际线后退的速度肉眼可见。
尾声:真的,别只见树木不见森林
如果你问我金属3D打印走到哪一步了。我会说:已经从“能不能打”进入“怎么打得又稳又省”的阶段。但绝大多数工厂的配套基础还没跟上——粉末管理混乱、后处理靠锉刀、检测手段原始。有次参观一个所谓数字化车间,结果看到老师傅拿游标卡尺测内部流道,差点心梗。
对了,一些冷门但关键的点:氩气消耗比你想象的大,回收滤芯成本不低;应力消除退火曲线必须跟随材料相变点走,不能随便塞进普通热处理炉;还有那该死的振动抛光机,选型不当能让薄壁件直接变成椭圆。这些坑,没有三个以上的报废批次是学不会的。
所以我的态度是:积极拥抱,但保持清醒。别被展会上的钛合金骷髅头迷了眼,回头看看自己工厂的水电气、人员素质和设计数据库。路是一步步走出来的,我已经看到光,你呢?