自动化升级:PLC控制系统的突围与坚守
搞自动化这些年,最深的体会是——PLC这玩意儿,既像个老伙计,又总在逼你重新认识它。去年在华南一个汽车焊装车间,看到一台2007年投产的西门子S7-300还在扛着主线逻辑,旁边就是FANUC机器人挥舞着新版的控制柜。那种时空错位感,啧。
藏在控制柜里的“大脑”
很多人觉得PLC就是个大型继电器替代品。说实话,那是二十年前的看法。现在的PLC早就不一样了。比如Codesys平台的控制器,能跑视觉算法、直接挂MES接口、甚至内嵌了OPC UA Server。前阵子调试某品牌的PLC,居然自带数据库功能,直接把生产数据灌进SQLite。我当时就愣住了——这还是我认识的PLC吗?
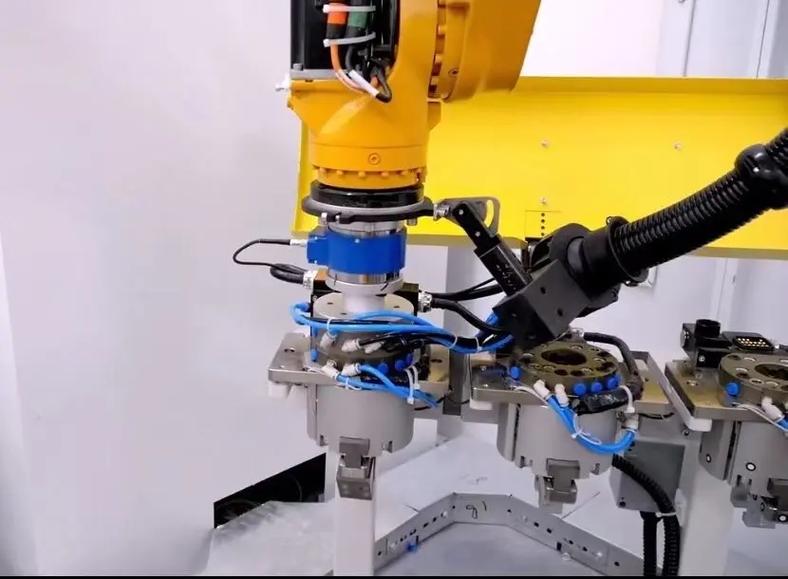
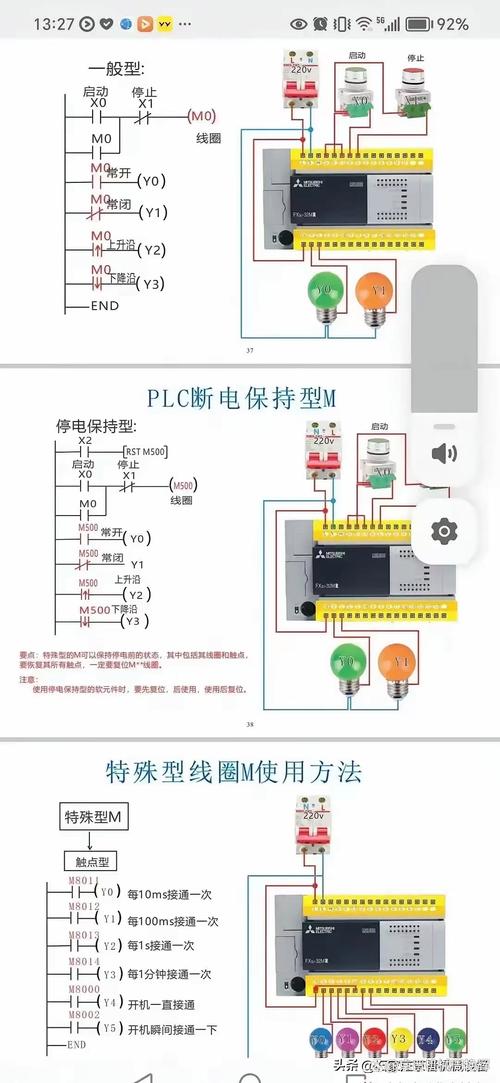 现代PLC控制柜内部模块接线
现代PLC控制柜内部模块接线
但话说回来,稳定还是第一位的。去年某化工厂项目,甲方想用一台工控机+软PLC方案替代传统PLC,理由是降低成本。结果现场环境震动大、粉尘多,软PLC平均三个月死机一次。最后还是乖乖换回西门子硬PLC。❗血的教训:极端工况下,硬件PLC的抗干扰能力和实时性,真不是工控机能比的。
从逻辑控制到数据中枢
工业4.0推了这么多年,PLC的角色其实在悄悄转变。以前它只是个逻辑执行器,现在呢?它得把设备数据打包上传给SCADA,同时接收MES的配方参数,还要跟机器人通过Profinet或EtherCAT高速交互。💡一个典型的故障场景:不同协议的时钟同步。去年我遇到一回,PLC作为主站,下面挂了20台伺服,结果因为交换机延迟,两台驱动器的同步周期出现了5毫秒偏差。就这5毫秒,造成了摆盘机械手定位忽左忽右,查了一整天才找到原因。
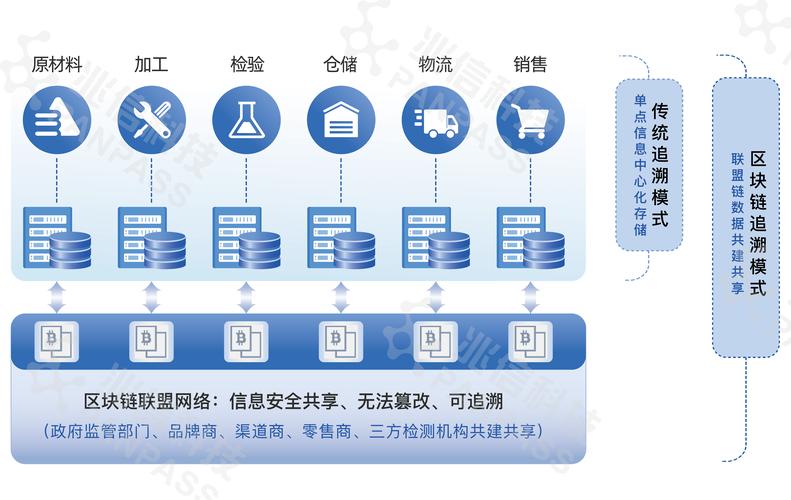
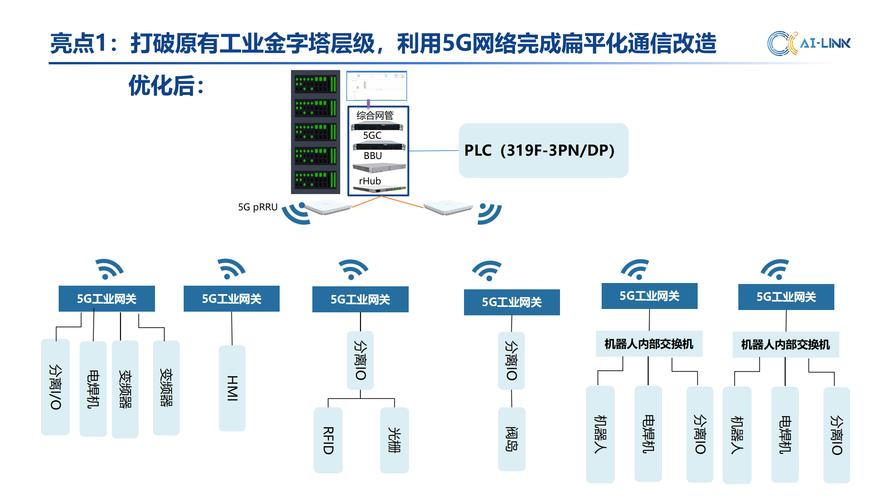
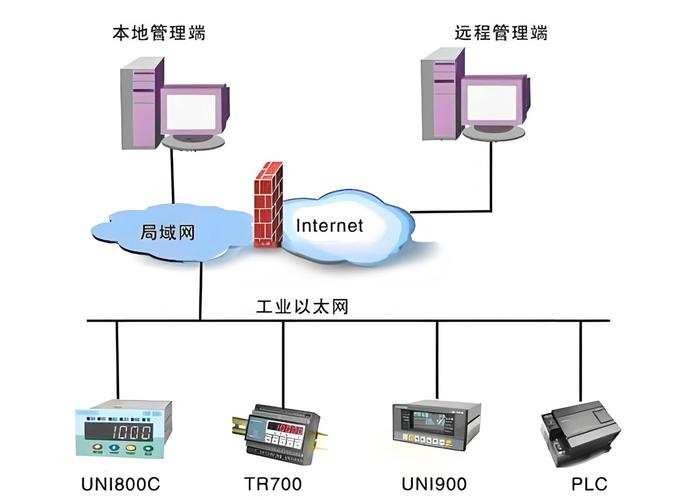 工业以太网多协议通信拓扑图
工业以太网多协议通信拓扑图
所以现在的PLC工程师,光会梯形图是不够的。你得懂网络拓扑、理解时钟同步机制、甚至还要能看一点C代码。毕竟很多高端PLC支持ST语言编程,做复杂算法比梯形图清爽得多。不过呢,梯形图在诊断故障时还是直观,老电工一眼就能看明白——这大概就是它顽固存在的原因吧。
实际应用中,哪些坑必须避开?
接下来聊聊接地气的问题。我整理了几个反复踩过的坑,供参考:
- 电源隔离:永远别省那几块钱的直流电源。某次现场,PLC的电源模块和变频器共用一路电,谐波干扰导致CPU频繁停机,加了隔离变压器才解决。
- IO接线:传感器信号线不要和动力线平行走线,哪怕设计图是分开的,现场施工队经常图省事全塞一个线槽。后果就是0.1Hz的波动,让你测到发疯。
- 程序备份:养成习惯,每次修改程序后不仅备份到电脑,还要上传到U盘并贴上日期标签。别问我是怎么知道的。
说到传感器,现在智能传感器越来越普及,IO-Link通信正在取代传统的模拟量接线。一根标准电缆即能供电又能传数据,还能远程改参数。💡推荐所有新项目都用IO-Link,前期贵一点,后期维护成本断崖式下降。
问:PLC和嵌入式系统(如单片机)在工业场合该怎么选?
答:这个问题经常有人争论。我的经验是:如果应用只需要简单逻辑控制,而且批量很大,用单片机成本优势明显。但工业现场讲究的是可靠性和可维护性。PLC的底层固件经过数十年验证,抗干扰、层级防护、通信协议栈都极其成熟。最重要的是,一个炼钢厂的维修电工不可能拿着仿真器去烧录单片机。PLC梯形图的故障显示、在线修改功能,才是现场真正需要的。一句话:做产品用单片机,做系统集成、做产线控制,坚决上PLC。
问:现在国产PLC品牌靠谱吗?能替代进口吗?
答:去年我试用了某国产中型PLC,号称完全对标西门子S7-1200。从编程软件界面,到指令集,简直一模一样。实际跑伺服运动控制,基本功能没问题,但高速脉冲输出在长时间运行后偶尔丢步。后来发现是内部晶振的温漂比进口略大。不过,这家品牌的服务响应速度极快,三天内就发了固件升级包。所以,对于非苛刻场合,国产PLC完全可用,而且价格只有进口的一半。但在高速、高精度的场合,比如多轴同步、亚毫秒级响应,我个人目前还是更信赖德系、日系品牌。
未来:PLC会被边缘化吗?
 未来:PLC会被边缘化吗?
未来:PLC会被边缘化吗?
有人鼓吹PC-based控制、边缘计算会让PLC消失。我持保留态度。见过太多IT背景的方案商,低估了OT层的复杂性。一个最简单的例子:突然断电,工控机系统恢复需要几分钟,而PLC重启只要几秒。生产线等不起。不过,PLC的形态一定会变,现在的虚拟PLC(vPLC)已经在汽车制造厂试点,在专用服务器上运行PLC内核,通过时间敏感网络(TSN)连接IO。资源分配更灵活,更新也更方便。但这并不代表传统硬PLC会消亡——它们会共存,在不同场景下各司其职。就像继电器,虽然PLC取代了大部分逻辑,但在安全回路中依然不可或缺。
写了这么多,回头看看,其实做自动化最有意思的,就是这种技术与人的角力。技术在狂奔,但人的习惯、现场的约束,甚至施工队的做法,都在悄悄塑造着技术的实际形态。好了,得去调个PID参数,下次再聊。