高端装备生死局:一台工业母机卡住多少人的脖子
前两天去一个做精密模具的工厂,老板指着车间最里边的几台设备说:那几台,命根子。全进口,坏了得等德国人来修,机票酒店全包,维修费按小时算,一个小时顶我工人干俩月。我当时就笑了——不是嘲笑,是苦笑。
这就是高端装备的真相。我们造得出世界最快的超级计算机,也把卫星送上了天,但工业母机这个领域,却常年被人掐着脖子。五轴联动数控机床?听着耳熟,可真正拿到用户产线上跑出良率的,有几台是纯国产?
说实话,早些年我参观一些机床展,走过某些展位,那粗糙的铸件、滞涩的导轨,都不用上手,肉眼就能看出差距。但现在不一样了——有些企业真的在啃硬骨头。
机床好不好,关键看“脑袋”
 机床好不好,关键看“脑袋”
机床好不好,关键看“脑袋”
控制系统,就是机床的大脑。你拿宝马的发动机装到拖拉机上,它也跑不出轿车的稳当感。国产数控系统,很长一段时间就像个刚学步的孩子,指令响应慢、插补算法粗糙。尤其在曲面加工时,那刀路走得歪歪扭扭,看得人手心冒汗。
但你知道这几年最大的变化是什么?不是参数上的追赶,而是——场景。在华南一些3C电子代工厂,国产系统已经被大批量部署,因为它们更“听得懂”中国工厂的实时节奏。你随时想改一个参数、断点续切,进口系统要层层权限,国产的直接放开。这种灵活性的代价,是初期的bug满天飞,但迭代快啊,一周一个补丁,三个月大变样。
问:为什么高端数控系统这么难搞?不就是写代码吗?
答:哪有那么简单。写代码不难,难的是把几十年的加工工艺经验,变成算法。比如刀具的振动补偿,不同材料、不同温度下特性全变,这需要海量数据喂养。西门子、发那科积累了多少?咱们才从零开始几年?而且最要命的是——稳定性。你实验室里跑得好好的,一上产线,持续运行72小时就崩了,这谁受得了?所以现在有些国产系统先用在粗加工,慢慢渗透到半精加工,最后攻精加工,一步一坑,没有捷径。
从实验室到车间,这步子跨得有多大?
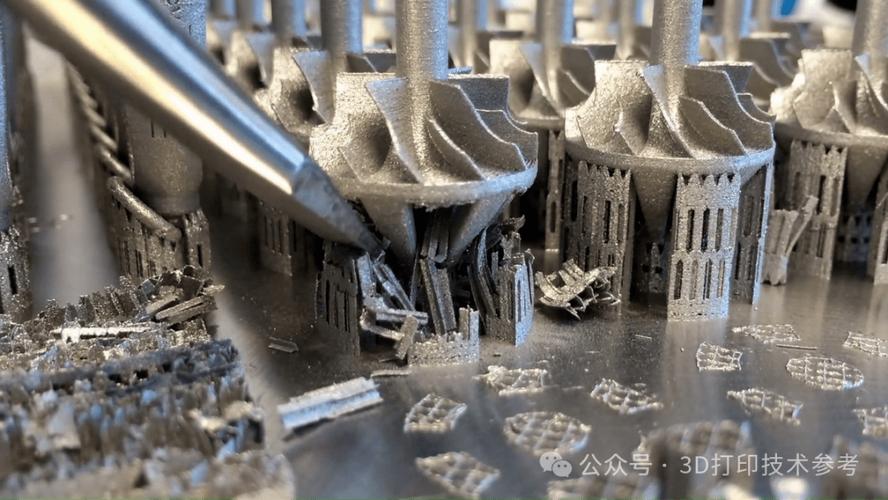
去年我去了华中一家机床厂,他们正在测试一款自主研制的卧式五轴加工中心。工程师跟我说,样机在恒温车间里加工试件,圆度能做到1.2微米。我当时觉得,牛啊!结果拉到下游客户那,没到一个月,精度跑了2个微米。查原因:地基没打好,旁边冲压机一震,全白瞎。这就是实验室与真实世界的鸿沟。
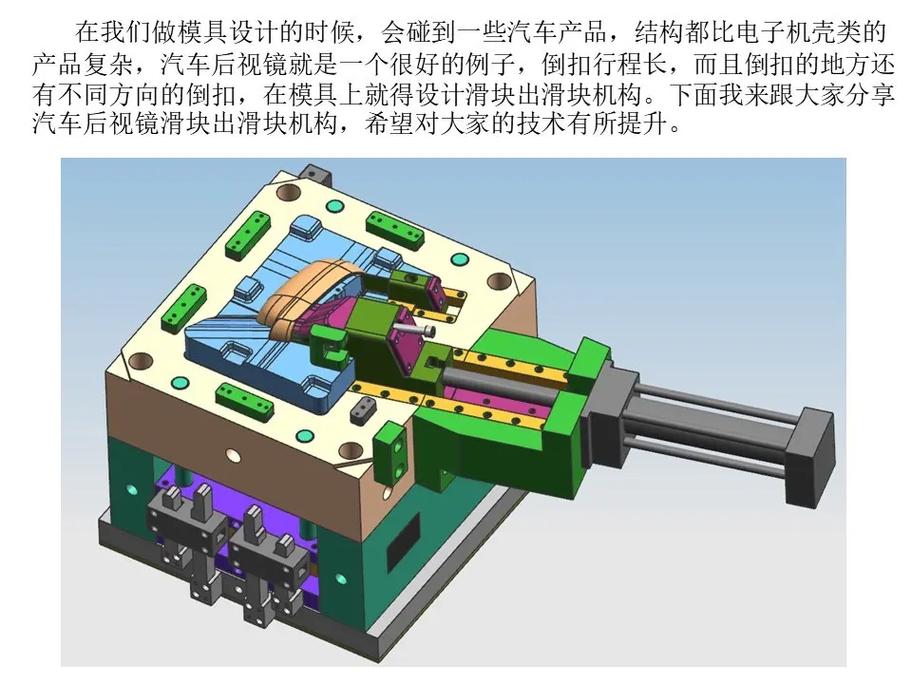
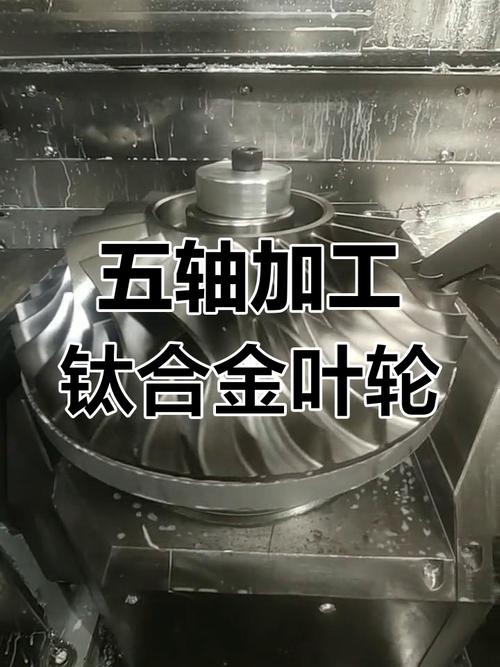
 国产五轴联动数控机床加工精密模具现场
国产五轴联动数控机床加工精密模具现场
高端装备不是玩单机游戏,它是一整个生态的联机作战。光主机好没用,你的夹具、刀具、测量,甚至切削液,差一个环节都栽跟头。更别提供应链了——导轨、丝杠、主轴轴承,这些精密基础件,我们还在大量依赖日本、德国。别小看一个轴承,那滚动体的圆度、表面粗糙度,直接影响机床寿命。我听说某国产高端轴承,实验室寿命测试过了8000小时,一量产,批次一致性就掉链子,又得回头攻关。
问:既然基础件这么拖后腿,为什么不集中力量先搞定它们?
答:哎,这就像先有鸡还是先有蛋。基础件企业需要高端机床来制造,而高端机床又需要高端基础件。而且市场太小,你砸几个亿研发出来,一年卖不了几套,成本摊不平,企业靠什么活?过去都是国家项目撑着,但现在风向变了,资本开始关注,有些初创公司专攻主轴、光栅尺,用互联网那套打小切口,先活下来再求突破。难,但总算有人干了。
别光盯着主机,这些小东西更要命
有一次我打开一台进口高端加工中心的电柜,里边的线束布局、接插件的稳固性,看得我直叹气。国产的?有些地方线缆束得跟方便面似的,两年高温油雾一熏,信号就开始漂移。
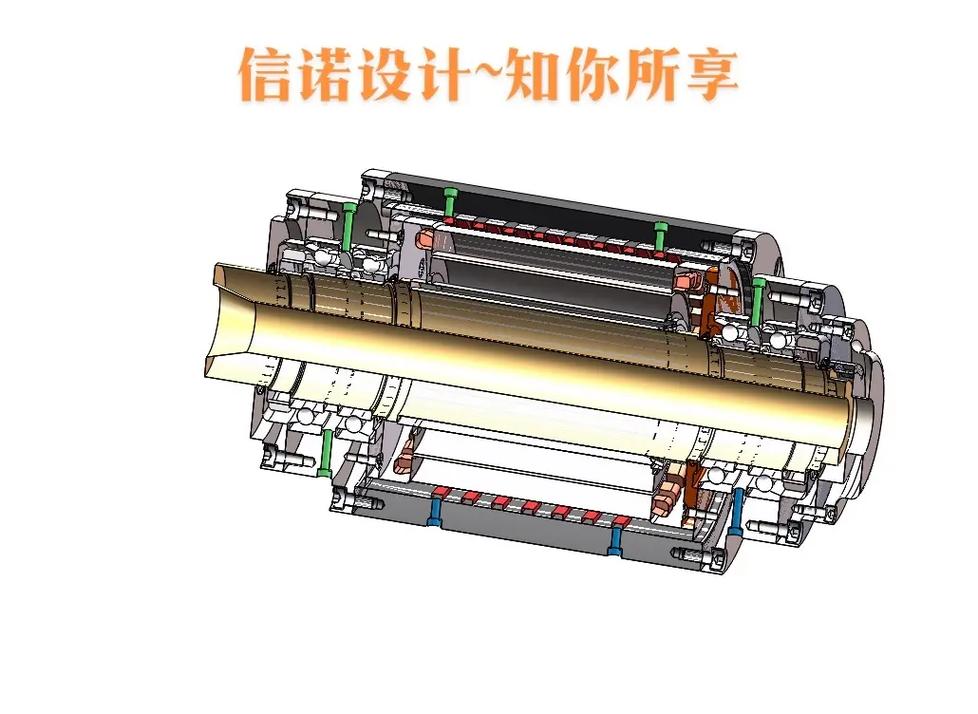
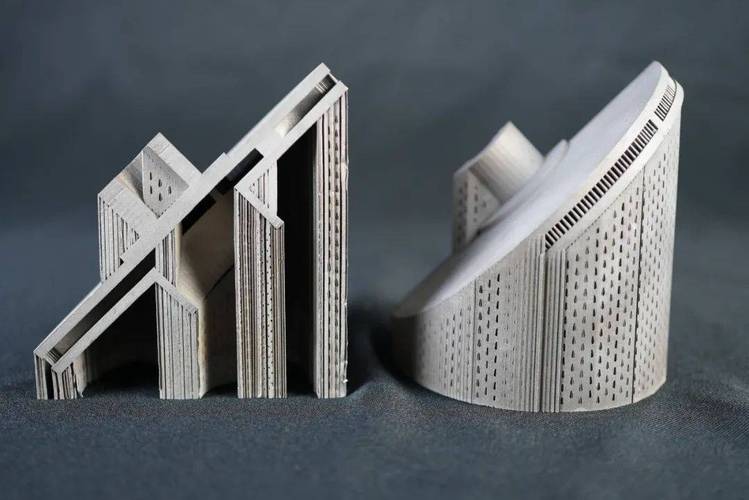
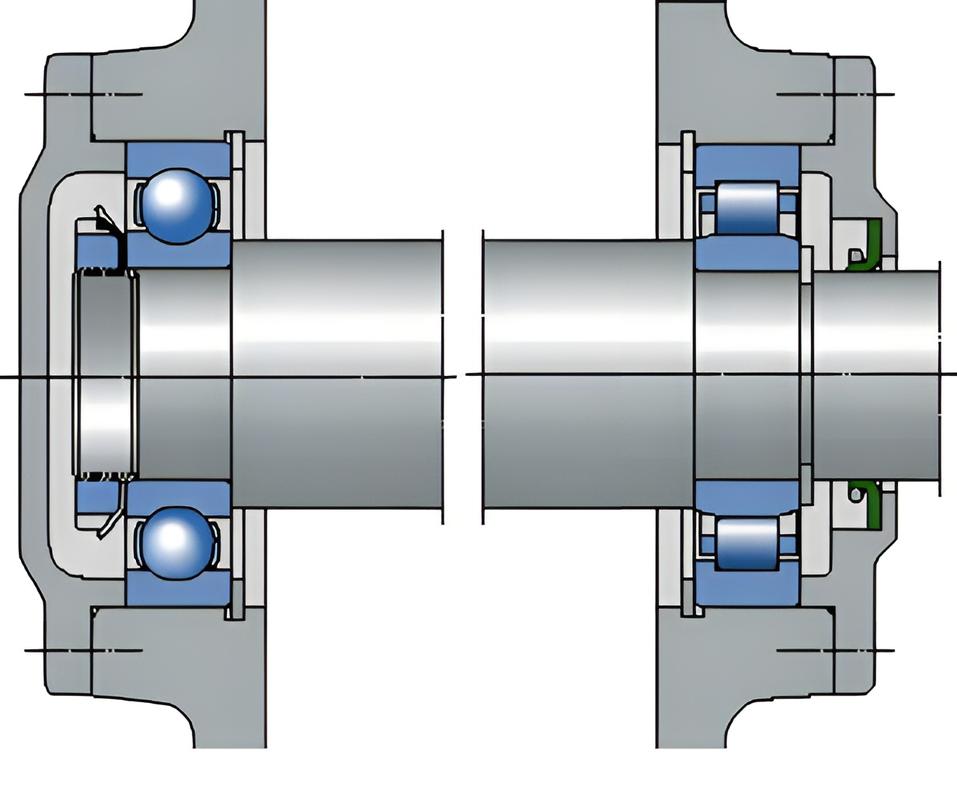 高端精密电主轴轴承结构剖面图
高端精密电主轴轴承结构剖面图
细节是魔鬼。传感器的精度、伺服的响应频率、甚至冷却系统的一个小小密封圈,都能让整个设备趴窝。高端装备的突破,不是喊口号,是一万次不起眼的细节打磨。最近注意到一个现象,一些从军工体系出来的团队,用做光刻机的心态做五轴机床,把每个零件都当成艺术品。虽然成本高得吓人,但客户愿意买单——因为关键工序上,良率提一个百分点,带来的利润就远超设备差价。
有时候我在想,再过十年回看今天,会不会就像我们现在看20年前的国产手机?当初也是被嘲笑“山寨机”,可一旦咬住了智能化的浪潮,就换了天地。工业母机这行,也需要这样一个契机。可能是新能源车的爆发,可能是人形机器人关节的微米级加工需求,把高端装备的盘子做大,让企业有动力去试错、去迭代。
不过现实依然骨感。前阵子业内传,某家企业搞出了“完全自主”的五轴系统,结果一扒,核心芯片还是赛灵思的——得,又回到半导体短板上。所以,高端装备这场仗,不是一场阵地战,而是一场连绵不断的、从材料到工艺到软件的立体战争。我们还在半山腰,气喘吁吁,但回头看看,走过的路已经不少了。