铸造业的数字化突围:从“傻大黑粗”到“智能精密”的实践路径
上周去一家老铸造厂,车间里还是几十年前的样子——砂尘飞扬,师傅们戴着口罩在冒热气的砂箱间穿梭。突然想起十年前刚入行时,老师傅拍着我的肩膀说:“铸造嘛,就是玩泥巴和铁水。”可现在呢?那套老玩法已经快玩不转了。
客户要求越来越高。壁厚减薄、精度提升、交期缩短,还时不时丢过来一张拓扑优化的复杂结构图纸。你再用木模翻砂?别说精度达不到,单是开模周期就够客户跑掉三回了。
怎么办?数字化,喊了很多年,但到底怎么做才不踩坑?
砂型铸造的老问题与新解法
砂型铸造占了铸件产量的70%以上。但它的问题太顽固了——模型准备周期长、尺寸偏差靠钳工修修补补、内部缺陷只能等浇完了切开看。说实话,这就像开盲盒,开出来是惊喜还是惊吓,全凭运气。
几年前,我去一家给工程机械供铸件的厂,他们当时用上了铸造模拟仿真软件。第一次看到浇注过程在屏幕上一帧帧模拟出来,缩松缩孔的位置预测得明明白白,老师傅们都惊了——原来铁水不是乱流的,它有物理规律可循。这项技术现在越来越普及,不是因为它有多炫,而是因为实实在在能减少废品率。
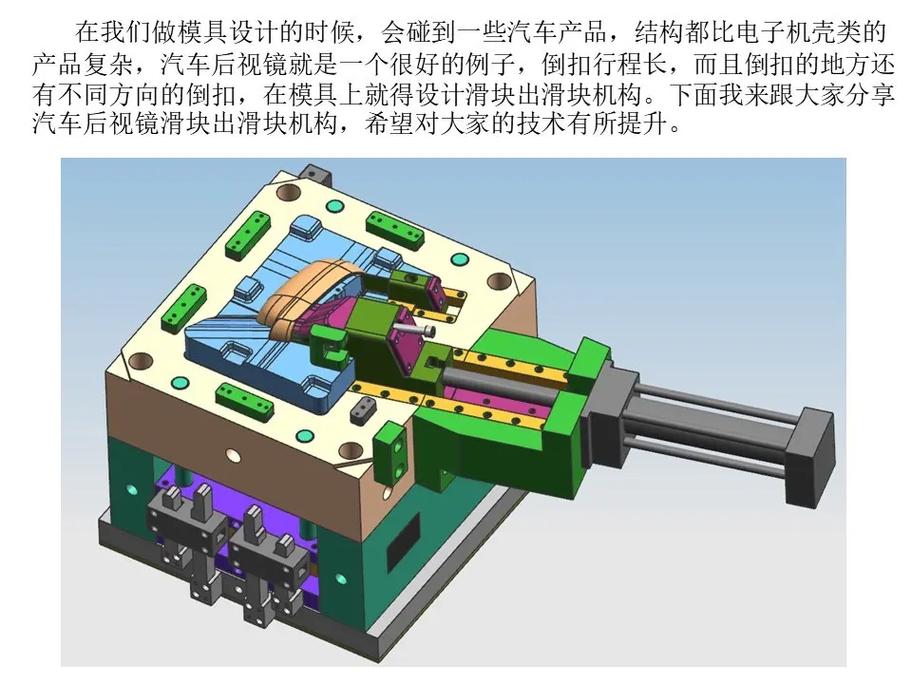
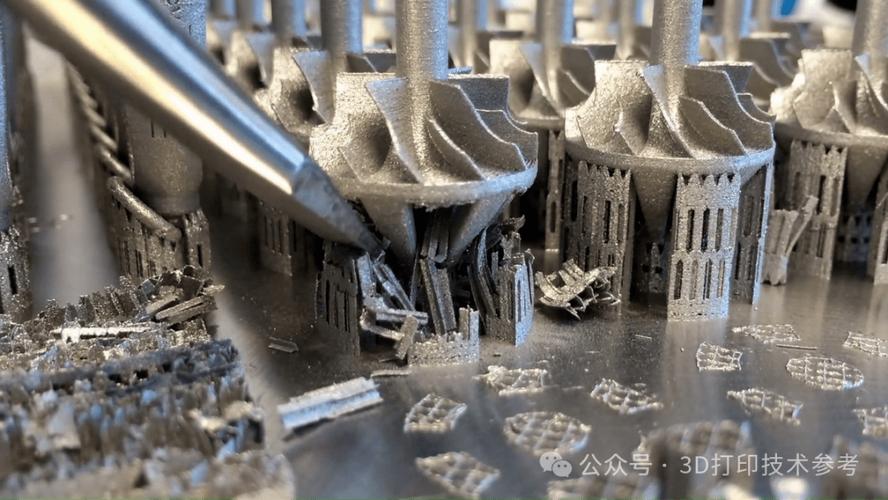
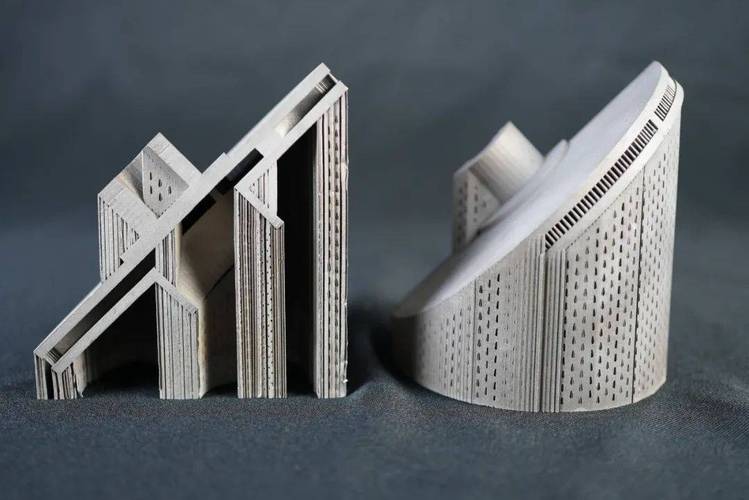
更狠的一招是3D打印砂型。直接把设计好的三维模型导入打印机,几天内就能打出复杂的砂型,根本不用开模具。这对小批量、复杂结构件简直是降维打击。我见过一个做航空航天铸件的企业,用3D打印砂型铸出了带复杂内腔的薄壁件,传统方法根本无法成型。
 铸造车间3D打印砂型设备操作场景
铸造车间3D打印砂型设备操作场景
不过话说回来,3D打印砂型也不是万能药。材料成本高、打印速度慢,大批量生产还是得靠传统造型线。但它在某些领域已经不可或缺了。
精密铸造的仿真革命
精密铸造,比如熔模铸造,表面质量好,但流程长。制蜡模、沾浆、脱蜡、焙烧……每个环节都影响最终精度。以前试模要反复修蜡模注塑参数,现在呢?模流分析软件可以直接模拟蜡料填充,预见憋气、冷隔等问题,工程师不用再每天蹲在注蜡机旁调参数了。
去年参观一家精密铸造厂,他们的技术总监跟我吐槽:“我们一个涡轮叶片产品,以前试制要做七八轮,现在两轮搞定,仿真太有用了。”然后他又补了一句,“但软件几十万一套,小厂还真舍不得。”——这是大实话,数字化基础投资对中小企业压力不小。
问:精密铸造仿真能完全取代试模吗?
答:不能。仿真解决的是理想状态下的流动和凝固问题,但现实中有很多变量——浆料粘度波动、环境温湿度、操作工手法差异。仿真帮你快速逼近最优方案,但最后还得靠现场验证。它把试模次数从十次降到三四次,已经很了不起了。
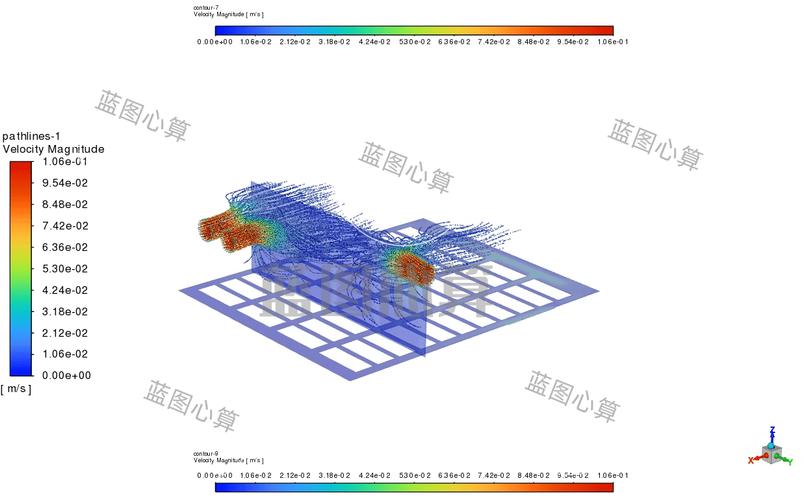 铸造模拟仿真软件界面热分析云图
铸造模拟仿真软件界面热分析云图
铸件质量:数据说了算?
 铸件质量:数据说了算?
铸件质量:数据说了算?
质量是铸造人的痛点中的痛点。以前靠老师傅敲一敲、听一听,或者切开几件看看。现在?过程检测数据联网,X光、CT扫描直接三维重建内部结构,缺陷无处遁形。
但数据多了,解读的人呢?我遇到过一个哭笑不得的情况:厂里上了全自动检测线,每天产生几百条质量数据,可工程师根本看不过来,最后只挑几个关键指标瞄一眼,其它的数据就躺在服务器里“冬眠”了。这就是典型的“数字化面子工程”。
问:小批量铸造厂要不要上质量大数据系统?
答:看情况。如果客户对质量追溯有严格要求,比如汽车安全件、航空航天件,那是必须上的,否则订单都拿不到。如果只是普通的一般工业件,客户要求不高,那可以先从关键工序的SPC(统计过程控制)做起,花几千块装个传感器也能管点用。别一上来就搞大而全的系统,贵且用不起来。
真正的数字化是用数据做决策,而不是收集数据自我安慰。有家企业把浇注温度、速度、模具温度等十几个参数关联起来,建立了一个铸件缺陷预测模型,废品率从8%降到2%以下。这才是实打实的效益。
铸造这个行当,几千年的老手艺,如今站在数字化的十字路口。我不是一味鼓吹新技术,但现实是——客户在变、要求在变,你不跟着变,可能明天连“玩泥巴”的资格都没有了。
文末有点感慨:那些消失的铸造厂,很多不是被对手打败的,而是被自己的经验主义困死的。愿我们都能成为一个“懂算法的铸造人”。