抛弃老教条:焊接机器人落地,真正该算的三笔账
真别被那些流水线宣传片骗了。焊接机器人不是买回来往车间一摆,插上电就能吐出完美焊缝的铁盒子。怎么可能?
这些年跑过上百家工厂,见过太多被焊渣烫伤的老师傅,也见过被折旧成本压得喘不过气的老板。他们最常犯的错,就是把自动化当万能药。自动化是放大镜——把你原有的工艺缺陷放大十倍,再原原本本地呈现给你。先理清楚工艺,再上设备。这个顺序如果搞反了,后面的坑深不见底。
 焊接机器人工作站现场调试照片
焊接机器人工作站现场调试照片
几年前在宁波,一个人均焊工年龄52岁的阀门厂,执意要上两套弧焊工作站。结果调试阶段就卡了壳:焊枪寻位经常报错,原因是来料板材氧化皮太厚,导电嘴磨损快得吓人。他们以为机器人能自适应,其实机器人比新学徒还要死心眼。最后没辙,倒逼前道下料工艺做了升级——加了喷砂预处理。算下来,反而比直接省人工赚得多了。
算账,不能只盯着人工
很多人打小算盘:一个焊工月薪一万,一年十二万,买个二十万的机械臂,两年回本,值!这笔账太糙了。你忘了耗材么?保护气、焊丝、导电嘴、喷嘴,这些在机器人上跑起来就像水龙头忘了关。还有编程示教的时间——刚导入时,一个月能教会一个熟练操作工就不错了,这期间他原本的产出可是零。更别提变位机、工装夹具这些周边,它们的投入占比有时能到40%。
真正划算的,是那些活儿又脏又累、招工难于上青天的岗位。比如造船厂的分段焊接,烟尘大得对面看不见人,年轻人干两天就跑。这种地方别算经济账,算生存账❗
💡 虚拟调试:别再拿实际工件练手
现在同行都在聊数字孪生、虚拟调试。说实话,这对焊接太重要了。焊缝路径、焊枪姿态、热变形补偿——这些东西在电脑里跑一遍离线编程,比在现场用废料反复试教,效率高出不止一个量级。某德资汽配厂告诉我,他们新线导入周期从6周压缩到10天,靠的就是96%的仿真覆盖率。
但是!软件模拟再酷炫,也解决不了实际板件配合间隙忽大忽小的问题。这就是为什么激光焊缝跟踪成了这几年最实用的传感器。它相当于给焊枪装上了眼睛。焊前扫描一遍坡口,实际轨迹自动微调,再也不怕拼焊板错边了。不过这玩意儿对镜片洁净度要求变态,车间粉尘重的话,得配强力吹扫装置,否则分分钟罢工。
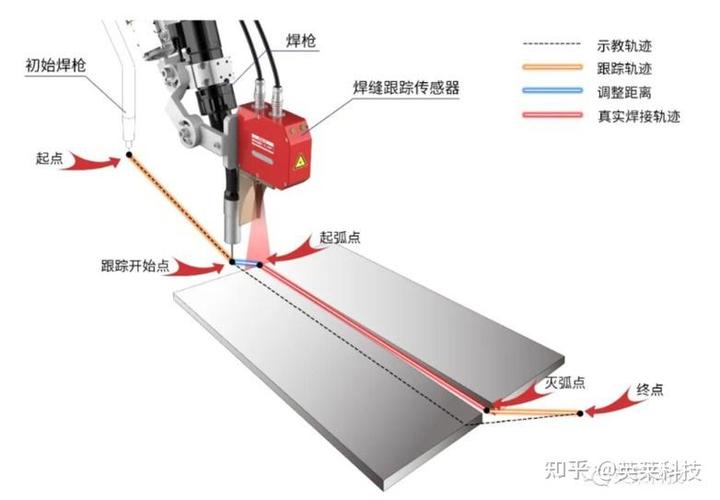 激光焊缝跟踪系统工作示意图
激光焊缝跟踪系统工作示意图
问:小批量多品种的工厂,用焊接机器人划算吗?
答:传统示教再现型机器人确实不划算。换型换到你崩溃——一个新品上机,示教、优化、调参数,没两三个小时下不来,而焊接工作本身可能才十分钟。但现在有免示教焊接系统了,结合3D视觉自动识别焊缝,对编程要求大大降低。虽然初始投资高点,但品种切换时间能缩短到几分钟。前提是来料一致性要好,否则识别成功率会让你想砸机器。
问:焊接电源选什么样的合适?进口还是国产?
答:看你焊什么。铝镁合金、钛合金这些高难度材料,麦格米特、弗尼斯这些老牌还是会稳些,波形控制细腻,飞溅少。普通碳钢、不锈钢结构件,国产的逆变电源如奥太、时代,性价比已经非常能打了。特别注意:一定要选支持数字通信协议的(比如DeviceNet、EtherCAT),不然机器人和电源无法实时交互,焊接参数调节全靠手动,那自动化就断了一条腿。
人,才是最大的变量
 人,才是最大的变量
人,才是最大的变量
很多失败案例,坑不在机上,在人。机器人焊接需要专门的“机器人焊接技师”——他要懂焊接工艺、懂机器人编程、懂变位机协同。这种人市场上抢手得很,月薪是普通焊工的1.5倍以上。你准备好了吗?如果还是用管理普工那套路数,不尊重他们的技术价值,半年后人被挖走,机器落灰。
另外,老焊工的经验如何转化?让他们去编程?太难了。他们手上的感觉——那种对电弧声音、熔池流动的直觉——是一笔无法数字化的财富。有些聪明的工厂搞“Cobot人机协作”:让老焊工操作协作机械臂,负责大件关键焊缝,同时带徒弟。机械臂承担重复性体力活,老师傅专注技术传承。这才是正道。
前段时间参加埃森展,看到一套焊接烟尘净化与机器人联动系统挺有意思。只要焊枪起弧,除尘罩自动对位,停焊则关。小投入,却直接影响到环保合规和工人健康。我们这行经常忽略这些细节,但正是这些细节决定了能不能持续运转。✅
所以,别再天真地以为焊接机器人是终结技。它是一整套体系的重构。工艺、来料、工装、编程、人才、环保,缺一环就卡喉咙。但一旦跑顺了,它给你的不仅是产能,更是应对不确定性的底气——当隔壁厂还在求着焊工别回家过年时,你已经可以淡定地接那批急单了。