工业水处理那点事儿:花了这么多钱搞零排放,为什么还是被罚款?
前阵子去一个老客户的厂里,差点没认出他来。
倒不是人变了样,是那股子焦虑劲儿——三年前他花一千多万上了全套零排放(ZLD),蒸发结晶、膜浓缩,看起来挺唬人。结果上个月环保抽查,COD 还是超了。罚款单直接就贴门上了。他说起这事儿的时候,一边揉太阳穴一边骂:“早知道这么坑,我拿这钱干点啥不好!”
我听完没接话,因为这种故事最近两年听得实在太多了。
 工业MVR蒸发器严重结垢实拍
尤其那些含有高盐高有机物的废水,比如印染、制药、电镀行业。预处理稍微偷点懒,后面全得哭。有个做染料中间体的老板,非要用纳滤分盐,结果膜三天堵一次,化学清洗比洗澡还勤。后来他跟我说,那膜元件拆下来都能当砖头用了。唉。
问:预处理到底做到什么程度才算够?我按设计院要求做了,咋还出问题?
答:这个问题问得太好了。设计院给的往往是理想值,实际原水水质波动大得离谱。我见过最夸张的,pH 值一天之内从 2 跳到 12。所以预处理不能只看平均值,必须考虑冲击负荷。加个足够大的调节池,做在线监测,把硬度、碱度、COD 的峰值控制住。还有,软化工艺别只认石灰纯碱,高硬度的水该上树脂就上,别舍不得那点投资。否则后面蒸发器结垢能让你怀疑人生。
工业废水反渗透系统浓水高COD样品
去年有个电镀园区,搞了个分质分流,听着挺高级。他们把含氰、含铬、含镍的废水全分开,想着资源化回收。结果呢?化学沉淀后的上清液进 RO 系统,浓水比原水还毒,处理成本翻倍。园区负责人开会的时候拍桌子:“这哪是资源化,这是把毒药浓缩了一遍!”
所以我越来越觉得,高级氧化有时候比膜更实在。芬顿、臭氧、电催化,虽然运行成本高些,但能把有机物直接矿化掉,没有浓水后患。当然,得选对催化剂,不然双氧水都能淹死你的预算。
问:我们厂是做切削液的,废水乳化液浓度特别高,用膜老是破乳,有没有别的招?
答:切削液废水是典型的高 COD、高油含量废水。传统破乳加气浮是必须的,但破乳剂选型很关键。我建议先做小试,有些新型破乳剂能快速分离浮油,剩下溶解性有机物再用耐油超滤。如果还是不行,直接上陶瓷膜!虽然贵,但耐污染、易清洗,折算下来全生命周期成本未必高。千万别用常规有机膜和它死磕,那就是烧钱。
别只盯着“出口”,管好“进口”才能真省钱
很多厂子的水处理车间,是最没人愿意去的部门。又脏又臭,还不创造直接效益。可你知道吗?大部分水处理问题,根源在生产环节。
举个例子。有个印染厂,废水 COD 常年 3000mg/L 以上,生化系统崩溃是家常便饭。环保局一来就停产。后来我让他们把每个染缸的排水都采样分析,发现一个深色品种的染料用量极大,而且上染率只有60%,其余全冲进下水道。最后他们换了一种高上染率的染料,虽然单价贵了20%,但整体水处理成本降低了45%。算总账,老板笑了。
这就是源头减排的逻辑。不是非要改工艺,有时候只是把冲洗方式改成逆流漂洗,或者把冷却水循环利用,就能把水量和污染物浓度降下来。这些活儿不 glamour,但真金白银。
可惜啊,大多人宁可花大钱修末端的大装置,也不愿意动动前端的小脑筋。因为买设备能看见实物,心里踏实;改造管理,反而觉得没谱。这真是工业水处理领域最大的认知误区。
最后说句掏心窝子的话:
水处理这摊子事,没有一招鲜。你得天天盯着它,像看孩子一样。水质一变,你的运行策略就得变。别信那些拍胸脯说包你十年不超标的公司,他自己可能都没搞过几个项目。最好的技术,是你能驾驭的技术;最贵的系统,往往是最不适合你的系统。
行了,一不留神说了这么多。得去写验收报告了,又是跟蒸发器结垢有关的事儿……
工业MVR蒸发器严重结垢实拍
尤其那些含有高盐高有机物的废水,比如印染、制药、电镀行业。预处理稍微偷点懒,后面全得哭。有个做染料中间体的老板,非要用纳滤分盐,结果膜三天堵一次,化学清洗比洗澡还勤。后来他跟我说,那膜元件拆下来都能当砖头用了。唉。
问:预处理到底做到什么程度才算够?我按设计院要求做了,咋还出问题?
答:这个问题问得太好了。设计院给的往往是理想值,实际原水水质波动大得离谱。我见过最夸张的,pH 值一天之内从 2 跳到 12。所以预处理不能只看平均值,必须考虑冲击负荷。加个足够大的调节池,做在线监测,把硬度、碱度、COD 的峰值控制住。还有,软化工艺别只认石灰纯碱,高硬度的水该上树脂就上,别舍不得那点投资。否则后面蒸发器结垢能让你怀疑人生。
工业废水反渗透系统浓水高COD样品
去年有个电镀园区,搞了个分质分流,听着挺高级。他们把含氰、含铬、含镍的废水全分开,想着资源化回收。结果呢?化学沉淀后的上清液进 RO 系统,浓水比原水还毒,处理成本翻倍。园区负责人开会的时候拍桌子:“这哪是资源化,这是把毒药浓缩了一遍!”
所以我越来越觉得,高级氧化有时候比膜更实在。芬顿、臭氧、电催化,虽然运行成本高些,但能把有机物直接矿化掉,没有浓水后患。当然,得选对催化剂,不然双氧水都能淹死你的预算。
问:我们厂是做切削液的,废水乳化液浓度特别高,用膜老是破乳,有没有别的招?
答:切削液废水是典型的高 COD、高油含量废水。传统破乳加气浮是必须的,但破乳剂选型很关键。我建议先做小试,有些新型破乳剂能快速分离浮油,剩下溶解性有机物再用耐油超滤。如果还是不行,直接上陶瓷膜!虽然贵,但耐污染、易清洗,折算下来全生命周期成本未必高。千万别用常规有机膜和它死磕,那就是烧钱。
别只盯着“出口”,管好“进口”才能真省钱
很多厂子的水处理车间,是最没人愿意去的部门。又脏又臭,还不创造直接效益。可你知道吗?大部分水处理问题,根源在生产环节。
举个例子。有个印染厂,废水 COD 常年 3000mg/L 以上,生化系统崩溃是家常便饭。环保局一来就停产。后来我让他们把每个染缸的排水都采样分析,发现一个深色品种的染料用量极大,而且上染率只有60%,其余全冲进下水道。最后他们换了一种高上染率的染料,虽然单价贵了20%,但整体水处理成本降低了45%。算总账,老板笑了。
这就是源头减排的逻辑。不是非要改工艺,有时候只是把冲洗方式改成逆流漂洗,或者把冷却水循环利用,就能把水量和污染物浓度降下来。这些活儿不 glamour,但真金白银。
可惜啊,大多人宁可花大钱修末端的大装置,也不愿意动动前端的小脑筋。因为买设备能看见实物,心里踏实;改造管理,反而觉得没谱。这真是工业水处理领域最大的认知误区。
最后说句掏心窝子的话:
水处理这摊子事,没有一招鲜。你得天天盯着它,像看孩子一样。水质一变,你的运行策略就得变。别信那些拍胸脯说包你十年不超标的公司,他自己可能都没搞过几个项目。最好的技术,是你能驾驭的技术;最贵的系统,往往是最不适合你的系统。
行了,一不留神说了这么多。得去写验收报告了,又是跟蒸发器结垢有关的事儿……
零排放,到底是谁在“裸泳”?
说实话,零排放这个概念本身没毛病。问题是很多企业主把它当成了免死金牌。以为上了设备就万事大吉。对吧?完全不是那么回事。 蒸发器结垢速度比设计值快三倍,膜通量半年衰减40%——这些数据不是危言耸听,是我亲眼在几个项目上盯出来的。设计院给的工艺包,理论计算完美无瑕,可一到现场,原水里那点硅、钙、COD 波动,轻轻松松就把你的系统搞趴下。 工业MVR蒸发器严重结垢实拍
尤其那些含有高盐高有机物的废水,比如印染、制药、电镀行业。预处理稍微偷点懒,后面全得哭。有个做染料中间体的老板,非要用纳滤分盐,结果膜三天堵一次,化学清洗比洗澡还勤。后来他跟我说,那膜元件拆下来都能当砖头用了。唉。
问:预处理到底做到什么程度才算够?我按设计院要求做了,咋还出问题?
答:这个问题问得太好了。设计院给的往往是理想值,实际原水水质波动大得离谱。我见过最夸张的,pH 值一天之内从 2 跳到 12。所以预处理不能只看平均值,必须考虑冲击负荷。加个足够大的调节池,做在线监测,把硬度、碱度、COD 的峰值控制住。还有,软化工艺别只认石灰纯碱,高硬度的水该上树脂就上,别舍不得那点投资。否则后面蒸发器结垢能让你怀疑人生。
工业MVR蒸发器严重结垢实拍
尤其那些含有高盐高有机物的废水,比如印染、制药、电镀行业。预处理稍微偷点懒,后面全得哭。有个做染料中间体的老板,非要用纳滤分盐,结果膜三天堵一次,化学清洗比洗澡还勤。后来他跟我说,那膜元件拆下来都能当砖头用了。唉。
问:预处理到底做到什么程度才算够?我按设计院要求做了,咋还出问题?
答:这个问题问得太好了。设计院给的往往是理想值,实际原水水质波动大得离谱。我见过最夸张的,pH 值一天之内从 2 跳到 12。所以预处理不能只看平均值,必须考虑冲击负荷。加个足够大的调节池,做在线监测,把硬度、碱度、COD 的峰值控制住。还有,软化工艺别只认石灰纯碱,高硬度的水该上树脂就上,别舍不得那点投资。否则后面蒸发器结垢能让你怀疑人生。
膜不是万能的,但没膜是万万不能的——吗?
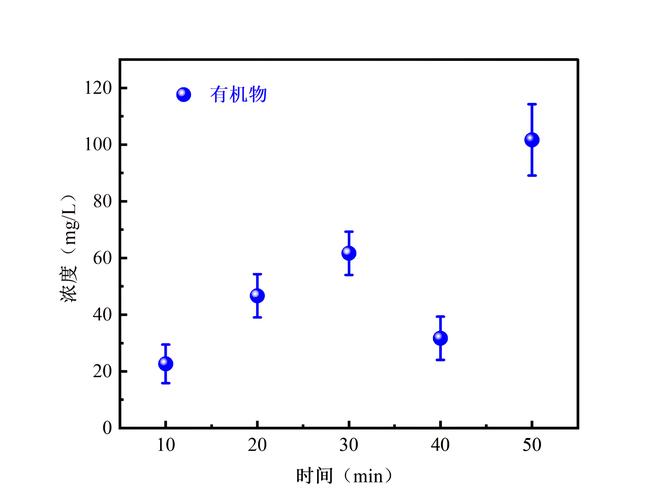
我们这行有个怪圈,一提高 COD 就用膜。反渗透(RO)、纳滤(NF)、超滤(UF),恨不得把废水直接提纯成蒸馏水。可高浓度的有机废水,膜一碰上,浓水侧有机物浓度瞬间爆表,渗透压高得泵都要罢工。更麻烦的是浓水怎么办?很多人不提这茬。 其实浓水才是真正的杀手。 工业废水反渗透系统浓水高COD样品
去年有个电镀园区,搞了个分质分流,听着挺高级。他们把含氰、含铬、含镍的废水全分开,想着资源化回收。结果呢?化学沉淀后的上清液进 RO 系统,浓水比原水还毒,处理成本翻倍。园区负责人开会的时候拍桌子:“这哪是资源化,这是把毒药浓缩了一遍!”
所以我越来越觉得,高级氧化有时候比膜更实在。芬顿、臭氧、电催化,虽然运行成本高些,但能把有机物直接矿化掉,没有浓水后患。当然,得选对催化剂,不然双氧水都能淹死你的预算。
问:我们厂是做切削液的,废水乳化液浓度特别高,用膜老是破乳,有没有别的招?
答:切削液废水是典型的高 COD、高油含量废水。传统破乳加气浮是必须的,但破乳剂选型很关键。我建议先做小试,有些新型破乳剂能快速分离浮油,剩下溶解性有机物再用耐油超滤。如果还是不行,直接上陶瓷膜!虽然贵,但耐污染、易清洗,折算下来全生命周期成本未必高。千万别用常规有机膜和它死磕,那就是烧钱。
工业废水反渗透系统浓水高COD样品
去年有个电镀园区,搞了个分质分流,听着挺高级。他们把含氰、含铬、含镍的废水全分开,想着资源化回收。结果呢?化学沉淀后的上清液进 RO 系统,浓水比原水还毒,处理成本翻倍。园区负责人开会的时候拍桌子:“这哪是资源化,这是把毒药浓缩了一遍!”
所以我越来越觉得,高级氧化有时候比膜更实在。芬顿、臭氧、电催化,虽然运行成本高些,但能把有机物直接矿化掉,没有浓水后患。当然,得选对催化剂,不然双氧水都能淹死你的预算。
问:我们厂是做切削液的,废水乳化液浓度特别高,用膜老是破乳,有没有别的招?
答:切削液废水是典型的高 COD、高油含量废水。传统破乳加气浮是必须的,但破乳剂选型很关键。我建议先做小试,有些新型破乳剂能快速分离浮油,剩下溶解性有机物再用耐油超滤。如果还是不行,直接上陶瓷膜!虽然贵,但耐污染、易清洗,折算下来全生命周期成本未必高。千万别用常规有机膜和它死磕,那就是烧钱。
别只盯着“出口”,管好“进口”才能真省钱
 别只盯着“出口”,管好“进口”才能真省钱
很多厂子的水处理车间,是最没人愿意去的部门。又脏又臭,还不创造直接效益。可你知道吗?大部分水处理问题,根源在生产环节。
举个例子。有个印染厂,废水 COD 常年 3000mg/L 以上,生化系统崩溃是家常便饭。环保局一来就停产。后来我让他们把每个染缸的排水都采样分析,发现一个深色品种的染料用量极大,而且上染率只有60%,其余全冲进下水道。最后他们换了一种高上染率的染料,虽然单价贵了20%,但整体水处理成本降低了45%。算总账,老板笑了。
这就是源头减排的逻辑。不是非要改工艺,有时候只是把冲洗方式改成逆流漂洗,或者把冷却水循环利用,就能把水量和污染物浓度降下来。这些活儿不 glamour,但真金白银。
可惜啊,大多人宁可花大钱修末端的大装置,也不愿意动动前端的小脑筋。因为买设备能看见实物,心里踏实;改造管理,反而觉得没谱。这真是工业水处理领域最大的认知误区。
最后说句掏心窝子的话:
水处理这摊子事,没有一招鲜。你得天天盯着它,像看孩子一样。水质一变,你的运行策略就得变。别信那些拍胸脯说包你十年不超标的公司,他自己可能都没搞过几个项目。最好的技术,是你能驾驭的技术;最贵的系统,往往是最不适合你的系统。
行了,一不留神说了这么多。得去写验收报告了,又是跟蒸发器结垢有关的事儿……
别只盯着“出口”,管好“进口”才能真省钱
很多厂子的水处理车间,是最没人愿意去的部门。又脏又臭,还不创造直接效益。可你知道吗?大部分水处理问题,根源在生产环节。
举个例子。有个印染厂,废水 COD 常年 3000mg/L 以上,生化系统崩溃是家常便饭。环保局一来就停产。后来我让他们把每个染缸的排水都采样分析,发现一个深色品种的染料用量极大,而且上染率只有60%,其余全冲进下水道。最后他们换了一种高上染率的染料,虽然单价贵了20%,但整体水处理成本降低了45%。算总账,老板笑了。
这就是源头减排的逻辑。不是非要改工艺,有时候只是把冲洗方式改成逆流漂洗,或者把冷却水循环利用,就能把水量和污染物浓度降下来。这些活儿不 glamour,但真金白银。
可惜啊,大多人宁可花大钱修末端的大装置,也不愿意动动前端的小脑筋。因为买设备能看见实物,心里踏实;改造管理,反而觉得没谱。这真是工业水处理领域最大的认知误区。
最后说句掏心窝子的话:
水处理这摊子事,没有一招鲜。你得天天盯着它,像看孩子一样。水质一变,你的运行策略就得变。别信那些拍胸脯说包你十年不超标的公司,他自己可能都没搞过几个项目。最好的技术,是你能驾驭的技术;最贵的系统,往往是最不适合你的系统。
行了,一不留神说了这么多。得去写验收报告了,又是跟蒸发器结垢有关的事儿……