工业皮带选型:别再被厂家忽悠了!十年老机械工程师的真心话
干机械设计这行十几年,每次看到新来的小伙子抱着一本厚厚的选型手册,眉头拧成一团,就想起当年的自己。皮带,这种看似简单到不能再简单的部件,真要细究起来,学问大得吓人。选错了?轻则打滑、异响,重则整条产线趴窝,那损失,啧啧,老板的脸能黑三天。
很多人觉得,皮带嘛,不就一根橡胶圈,有什么难的?哈,天真了。就拿最普通的V带来说,齿形、包布、切边,差别大了去了。我记得有次去一个客户现场,他们的破碎机一个月断了八根带子,我过去一看,工况冲击载荷特别大,他们用的居然是普通结构的包布带,这不找死吗。后来换成联组窄V带,半年才换一次。所以啊,工况匹配,永远是第一法则。
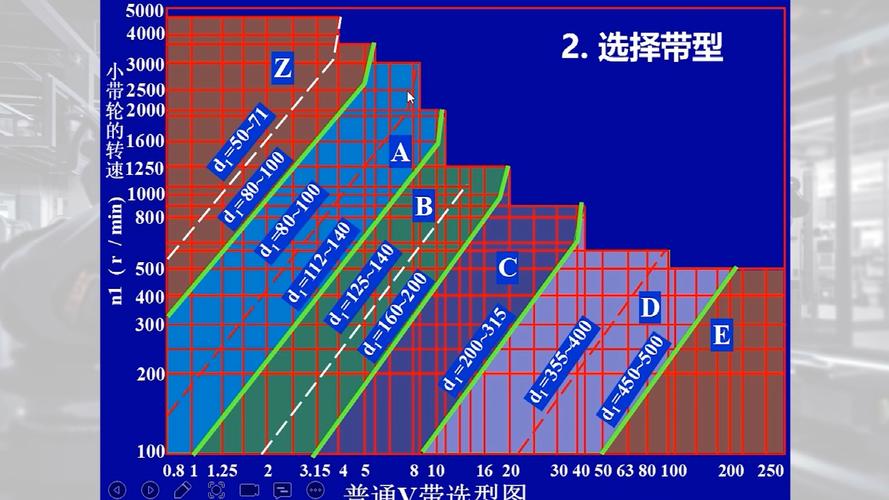 工业V带型号对比实拍图
工业V带型号对比实拍图
同步带不是万能药
这几年不知道哪里刮的风,到处都是同步带改造项目,好像只要换上同步带,精度就上去了,效率就高了。实话讲,同步带传动确实准,没有滑差,但——这里有个巨大的“但”——它对安装的中心距和平行度要求极为苛刻。我见过一个愚蠢的案例:一家做包装机的,把原来的链条传动换成同步带,结果用了不到两周,带的齿面就磨秃了,因为他们的墙板加工精度根本没跟上,轴不平行,带轮偏磨。最后还得灰溜溜改回来。
同步带的优点?✅ 传动准确,噪声低。⚠️ 但耐冲击性差,过载保护能力近乎为零。如果你的设备经常堵转、过载,那同步带可能是条死路。什么?你说加个安全离合器?成本呢?空间呢?老老实实考虑一下多楔带或者V带吧。
 同步带齿磨损对比示意图
同步带齿磨损对比示意图
输送带的坑,一个比一个深
 输送带的坑,一个比一个深
输送带的坑,一个比一个深
说到输送带,这可能是工业皮带里水最深的一块。食品行业、矿山行业、电子行业,要求天差地别。去年帮一个做速冻食品的工厂解决输送问题,他们的带子老是跑偏,而且冷库出来表面发硬、裂纹。他们采购在市场上随便买的普通PVC带。我一看,好家伙,零下40度的环境用普通PVC?那不是开玩笑吗。
低温必须用耐寒输送带,材质得是改性聚氨酯或者特种合成橡胶。还有,提醒各位一句:千万别忽略接头方式。现场冷粘接头便宜但强度低,热硫化或者机械卡扣各有适用场景。我有一次就栽在这上面——给一个砂石线配的带子,为了赶工期现场冷粘,结果接头处反复开裂,最后整个滚筒都被撕裂的带边刮花了,修滚筒的钱够买好几条新带了。
问:怎么判断皮带跑偏的根本原因?
答:很多师傅一看跑偏就调张紧轮,其实跑偏的原因多了去了。机架变形、滚筒磨损不均、落料点不对,甚至是带子本身接头纬度没对准。我一般的做法是,先空载跑一圈,看带子往哪边跑,再加载跑,对比一下。如果加载后跑偏明显加重,多半是物料冲击方向有问题。如果无论空满载都偏,那就是机械结构或带的制造问题了。用激光对中仪打一下滚筒母线,数据最能说明问题。
问:皮带张紧到底多少才够?
答:这是个经验活。太松打滑发热,太紧轴承吃不消。我的土办法是:对于V带传动,用大拇指使劲按单根皮带跨度中间,下沉量大概10~15毫米就差不多了。但对同步带和输送带,最好用张力计或者频率测量法,现在有些便携设备很便宜了,插上耳机就能测,别舍不得那小钱。如果皮带发出刺耳的尖叫声,别犹豫,立刻停机检查张力。
别被“进口”两个字收智商税
 别被“进口”两个字收智商税
别被“进口”两个字收智商税
这话说出来可能得罪人,但我还是要说:很多国产皮带现在质量相当不错,特别是那些给外资代工的大厂,同样材质同样工艺,价格便宜一半不止。当然,核心高端领域,比如某些高线速、极高精度的磨边同步带,国外老牌还是稳。但常规工业场景,真的没必要盲目崇拜。我前阵子给一条进口岩棉线做国产化替代,所有皮带换成国产一线品牌,运行了3000多小时,振动值、磨损量都在合格范围内。采购成本降了40%!老板高兴得非要请我喝酒。
最后啰嗦一句:预防性维护比抢修重要一万倍。建立皮带使用档案,记录每条带的型号、安装日期、张紧数据、更换周期。这比出故障了半夜从被窝爬出来去现场强多了。真的。
就这么些碎碎念。选皮带,别光看图册,多去车间看看,听听噪音,摸摸温度,有时候答案就在这些细节里。