链条那些事儿:选错一条链,整条线停摆——搞工业的都知道这有多肉疼
做机械这行快二十年,最怕听到车间主任在电话里吼:“链子又断了!”——那种头皮发麻的感觉,你懂吧?上周去一个老客户的饲料厂,他们一条提升机的圆环链拦腰折断,整个生产线瘫了四个小时。损失?少说十几万。但说实话,这本来完全可以避免。
很多人觉得链条嘛,就一根铁家伙,有什么好挑的?大错特错。光是工业链条,就有滚子链、齿形链、板式链、圆环链、倍速链……数都数不过来。材质、节距、热处理工艺,每一项都直接决定它能不能扛住你那儿的工况。
先搞清你手里的是什么“链”
好多人问:“我设备上这根链条断了,照着型号买一根换上不就行了?”——天真。十年前我也这么干过。那时候在一家农机厂,给联合收割机的拨禾链换了一根国产替代品,结果一个收获季下来,链板拉长量超标三倍,把链轮都啃废了。后来拆解对比才发现,销轴表面硬度差了 HRC 5 个单位,就这 5 个单位,在田间粉尘冲击下就是天壤之别。
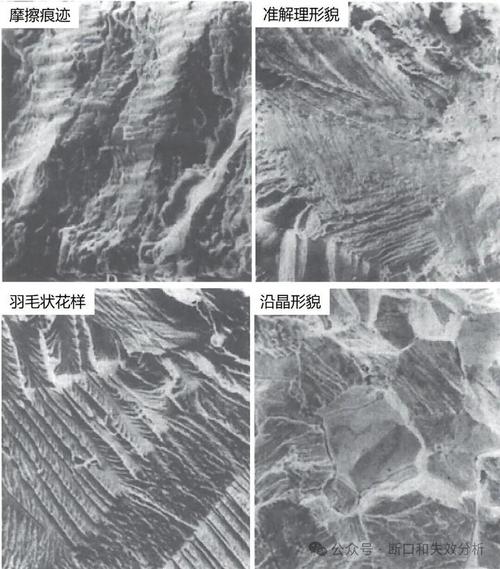
 农机拨禾链条销轴磨损对比图
农机拨禾链条销轴磨损对比图
链条的选型,得从负载类型开始捋。平稳载荷?冲击载荷?有没有频繁启停?温度环境、润滑条件、腐蚀介质……缺一不可。比如造纸厂的蒸煮段,温度动不动上一百二十度,普通碳钢链条进去,一个月就成面条——必须用奥氏体不锈钢或者特殊合金钢,还得留足热膨胀间隙。✅
去年帮一家新能源电池模组线选倍速链,因为环境有微量电解液蒸汽,普通镀锌链条三个月就锈迹斑斑,最后换了全 316L 材质的双节距倍速链,才压住了故障率。这事儿让我学到一个道理:链条不是标准件,是环境定制件。
谁把“预拉伸”当耳旁风,谁迟早倒霉
说个气人的。前阵子给一家输送机厂做技术指导,发现他们装配链条时居然不预拉伸。班长还振振有词:“我们都这么装十年了,没见出过大事儿。” 我的天!链条出厂时链板间隙是松散状态,不经过预拉直接上机,运行没两天就会因为消除初始间隙而急剧伸长,然后就是跳齿、啃链轮、甚至脱链。果然,三天后电话来了:“张工,链子把导轨都别弯了……”
正确做法:新链条装机前,必须用30% 最小破断载荷进行预拉伸,保持时间看节距和长度,一般不少于五分钟。这样能让链板与销轴之间的塑性变形一次到位,后续使用中的伸长量会小得多。💡
 工业滚子链条预拉伸设备操作图
工业滚子链条预拉伸设备操作图
说到伸长,链条的报废标准不是等它断。一位日本工程师告诉我:当滚子链由于磨损导致总长伸长超过原长的 1.5% 时,即使没断,也必须换掉。因为这个时候链条节距已经和链轮不匹配,会加速链轮齿形破坏,换链轮可比换链条贵多了!
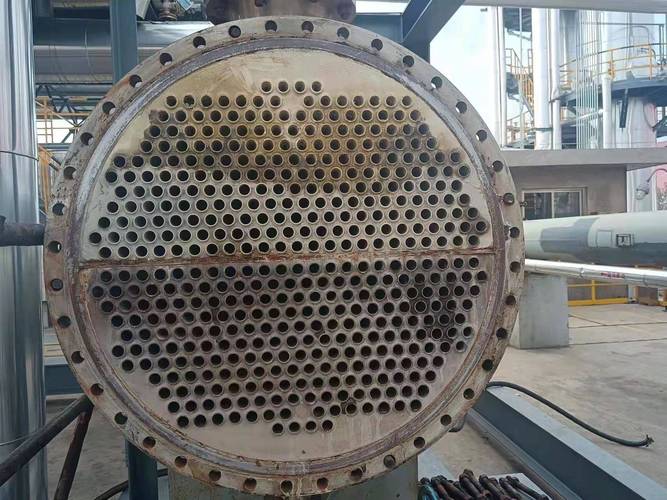
问:为什么提升机链条明明润滑了还是磨损得快?
 问:为什么提升机链条明明润滑了还是磨损得快?
问:为什么提升机链条明明润滑了还是磨损得快?
答:八成是润滑剂没选对,或者润滑方式不对口。举个例子,水泥厂的斗提机,环境粉尘极大,如果用稀油润滑,油膜会黏附粉尘形成研磨膏,链条磨损反而加速。这种工况应该用干膜润滑剂或二硫化钼润滑脂,甚至直接上密封式自润滑链条——虽然单价贵,但停机成本一算,划算得很。还有种情况是润滑点不到位:销轴和套筒的摩擦副需要油脂压进去,很多人只在链条外侧刷一层油,根本没用。得用加压注油器对准内链板间隙打。❗
另外,磨损还跟对中有关。链轮与链条不在一条直线上,侧磨会引发抛物线式的寿命衰减。用激光对中仪调一下,比多十次巡检管用。
问:倍速链输送速度忽快忽慢是哪里的问题?
答:第一反应是张紧力不够。倍速链本身靠滚轮与导轨的摩擦力传递速度,如果张紧松弛,链条会像波浪一样涌动,导致工件顿挫。但除了张紧,还有两个常见坑:一是滚轮轴承卡死——因为倍速链的小滚轮如果润滑失效,就变成滑动摩擦,速度直接掉一截;二是回程段导轨磨损不平,链条运行阻力忽大忽小。我之前处理过一条装配线,最后发现是铝型材导轨接缝处有台阶,拿锉刀修平,速度立马稳了。别看这些细节,就这些细节要人命。
说实话,这几年国内链条制造水平提高不少,像东华、恒久这些大厂,在疲劳寿命上与日本椿本、德国伊维莱的差距在缩小。但差距更体现在应用技术上——选型、安装、维护这套功夫,很多人根本没当回事。链条是工业的关节,关节不好,肌肉再强也跑不起来。
最后说个趋势。现在智能维护系统(SMS)开始进入传统传动领域,我们在一条汽车总装线上试装了带有无线加速度传感器的链节,能实时监测链节之间的振动频谱,当磨损导致的间隙异常达到阈值,自动报警。虽然价格不菲,但对于不能停机的大流水线,这东西可能比十个点检员都可靠。
下次你的链条再出问题,别光想着换一根了事。翻出工况记录看看,说不定根源在负载、在润滑、在对中、在材质……链条沉默不语,但它的断裂,都是蓄谋已久。