塔器实战:从工艺选型到现场故障,二十年经验全复盘
选型:不是看样本就能决定的
设计院出P&ID,塔器一画,标个直径高度,剩下的扔给制造厂。这种做法,迟早出大问题。塔器选型,必须从工艺需求的根上挖。你是精馏还是吸收?物料起泡性怎么样?操作弹性要求多大?
举个例子。某精细化工项目,分离异构体,相对挥发度接近1.0,理论板数要求上百块。供应商推荐填料塔,说效率高。结果开车后,分离效果一直上不去。后来才发现,填料效率曲线在那么高的理论板数下,放大效应显著,实际HETP比样本数据大了一截。最后不得不加高塔体,工期和成本全超了。摇头。要是前期多做做小试,或者选高效板式塔,可能就没事了。
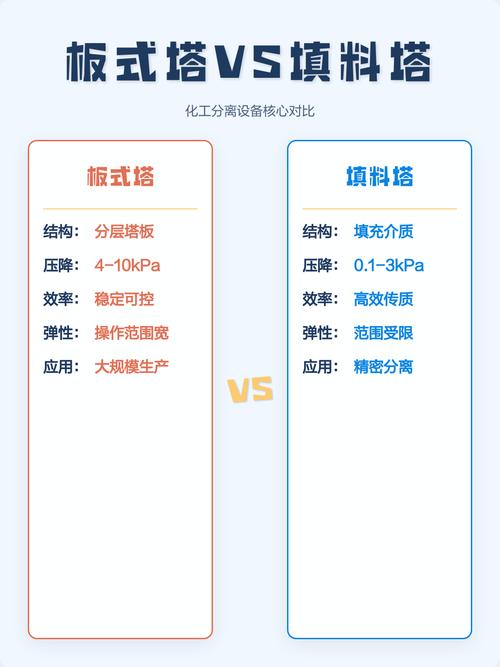 化工塔器填料塔与板式塔选型对比现场
化工塔器填料塔与板式塔选型对比现场
说到选型,不能不提一个经典纠结:板式塔 vs 填料塔。每次技术澄清会都要吵翻天。问:“新建项目,到底选板式塔还是填料塔?” 答:“这问题我每年被问不下百次。简单说:处理量大、容易堵的,上板式塔;分离精度高、压降敏感的,填料塔是你的菜。不过,关键看物性!我以前吃过亏,某项目用填料塔处理含固液体,结果三个月就堵死,清都清不出来,最后整体更换,损失上千万。血的教训。” 所以,选型别只看优点,多想想最坏情况。❗
设计制造:那些图纸上看不见的魔鬼
图纸上,塔器就是一堆圆筒和内部件。但细节,细节决定寿命。比如焊接。塔体纵环缝,标准要求射线探伤,但很多制造厂为了赶进度,自动焊参数不优化,接头处未融合,现场水压试验没事,运行两年腐蚀介质一浸,裂纹就出来了。💡
塔内件更关键。液体分布器,设计不好,壁流效应加剧,效率直接打折。我见过最夸张的,分布器开孔堵塞,整塔效率下降40%,产品不合格,排查了半个月才发现。所以,监造时,我要求分布器必须做水力学模拟试验,亲眼看着水喷淋均匀度,别老信图纸。
 化工塔器液体分布器水力学试验台
化工塔器液体分布器水力学试验台
另一个大坑——塔盘水平度。规范要求偏差正负3mm,但现场呢?螺栓没拧紧,受热后挠曲,偏差到10mm以上,汽液接触不均,塔板效率就呵呵了。奉劝各位,安装时多用水平仪,别偷懒。✅
运维:功夫在日常,抢修在良宵
 运维:功夫在日常,抢修在良宵
运维:功夫在日常,抢修在良宵
塔器运行起来,就像人一样,小病不看,大病难治。腐蚀、结垢、冲蚀,哪个不是慢性毒药?尤其是再沸器返塔口,冲蚀坑连成片,壁厚减薄到临界值,停产换筒体,那叫一个心疼。
问:“塔器振动大怎么回事?操作工吓得都不敢靠近。” 答:“可能原因很多,但十有八九是塔盘松动或液泛。首先检查操作负荷是不是超过了设计值,再看看差压变送器读数波动大不大。如果差压波动剧烈,基本就是液泛了,赶紧降负荷。如果不是液泛,就可能是某个塔盘紧固件松了,引起共振。这时候需要内窥镜进去检查,别拖,拖久了塔盘垮塌,损失更大。” 利用在线监测系统,比如实时测厚、声发射检测,真的能救命。现在很多新建装置都上数字化孪生了,提前预警,大大的好。💡
还有件事,很多人忽视:定期清洗。填料塔运行久了,填料表面结垢,传质效率下降,能耗升高。在线化学清洗,或者停工机械清洗,必须得有个计划。别等到塔压降飙升,产品纯度告急才行动。
未来:智能化不是空话
 未来:智能化不是空话
未来:智能化不是空话
塔器技术现在发展到哪了?高效塔盘、规整填料、整体式分布器,这些是硬件。软件方面,AI算法优化操作参数,根据进料组成变化自动调整回流比、采出量,已经落地了。我亲身参与过一个项目,用了先进过程控制,塔器能耗降低了12%,全年增效好几百万。这钱,花得值。❗
不过,别被数字孪生忽悠了。模型再准,也离不开基础数据的准确性。在线分析仪要常标定,软测量模型要更新。否则,garbage in, garbage out,再智能的塔也是瞎子。
总之,塔器这东西,看着笨重,其实精细。从选型到运行,环环相扣。踩过的坑,流过的泪,都成了经验。希望对同行有点启发吧。