工业管道:那些年,我踩过的坑与悟出的门道
上个月,一家化工厂的哥们半夜给我打电话,声音都在抖——他们厂里的一根主蒸汽管道崩了,现场一片狼藉,幸好没伤到人。我赶过去一看,不算太复杂的原因:管道选材的时候贪了点便宜,运行温度比预计高了40度,加上支架设计的间距太疏,管道热膨胀后应力集中,焊缝处直接撕裂。这事,其实原本只需要多花2%的预算。
说实话,管道这玩意儿,在工厂里就像人体的血管,平时你不觉得它有多重要,一旦出问题,轻则停产,重则…你知道的。但很多工厂管理者对它的认知还停留在“不就是几根铁管子嘛”。我入行二十年,见过太多匪夷所思的设计失误和运维骚操作。今天聊点实在的,不扯虚的。
 工业管道腐蚀穿孔局部特写
这里说个冷知识:最新的ASTM标准对双金属复合管的应用场景有了更细化的规定,比如机械复合管在高温高压下的脱层风险评估,以前都是凭经验,现在有了量化模型。不过,再好的模型也架不住施工队伍野蛮操作,后续我会提到。
问:工业管道选材时,最常被忽略的因素是什么?
答:不是介质腐蚀性,而是“微量杂质”的累积效应。比如天然气管道,我们通常关注硫化氢的应力腐蚀,但天然气里如果含有极微量的汞,哪怕只有ppb级别,也会对铝制热交换器管道造成液态金属脆化。这玩意儿太隐蔽了,往往要等到设备出问题才想起来做失效分析。另一个容易忽略的是管道外壁的腐蚀——沿海厂房的盐雾环境、埋地管道的土壤杂散电流,这些因素在设计阶段就得考虑防腐涂层或阴极保护。
焊接:手艺人的良心活儿
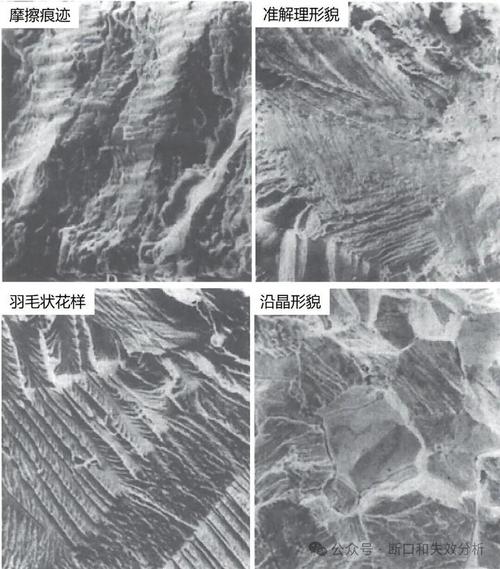
管道系统的命门,十有八九在焊缝和热影响区。我见过一个项目,为了赶工期,焊工在零下10度的露天环境里直接焊接P91马氏体耐热钢管,没有预热,没有焊后热处理,结果运行不到2000小时就在焊缝粗晶区出现裂纹。你说这能怪谁呢?
现在的管道焊接,尤其是高压临氢管道,对工艺的要求简直变态。比如要控制层间温度,要用红外测温仪实时监测,每道焊缝的宽度和余高都要记录。但很多中小型工程队,还在用“目测法”和“大概齐”。对了,千万别迷信所谓的“免检焊工”——我碰上过一位持证20年的老师傅,照样在厚壁管窄间隙焊接时出现根部未熔合,原因是他习惯了手工电弧焊,对新型脉冲气保焊的熔池动态特性不熟。技术迭代了,人得跟着变。
问:现在流行的管道自动焊,真的能完全替代人工吗?
答:不能,至少在复杂工况的返修焊上不行。自动焊的优势是稳定和效率,但对于现场出现的错边量超标、坡口形状偏差,它就没有老师傅那种“看菜下饭”的能力。我的经验是:工厂预制段尽量用自动焊,现场组对焊口用半自动或手工焊,但必须有严格的工艺评定。另外,焊缝的无损检测千万别死磕射线探伤(RT),有些裂纹方向,用相控阵超声(PAUT)才能看得清。最近两年,数字射线(DR)在长输管道检测中普及很快,成像快,还省去了洗片子的污染,值得多推广。✅
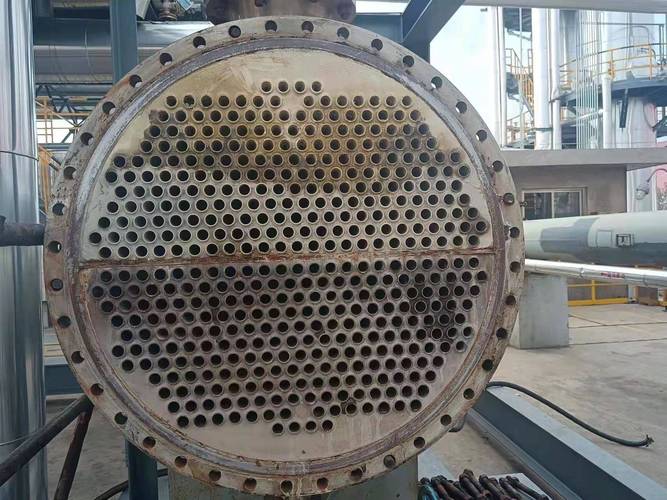
工业管道振动故障分析现场
再吐槽一下管道支吊架。很多维护人员把弹簧支吊架当“永远不需要管的死物”,等发现管道位移异常了,才想起来去查——结果发现弹簧早已锈死或卡涩。特别是高温管道,弹簧支吊架每两年就该做一次载荷测试和行程检查,这是API RP 520里明确建议的,可做到的厂子真不多。
工业管道腐蚀穿孔局部特写
这里说个冷知识:最新的ASTM标准对双金属复合管的应用场景有了更细化的规定,比如机械复合管在高温高压下的脱层风险评估,以前都是凭经验,现在有了量化模型。不过,再好的模型也架不住施工队伍野蛮操作,后续我会提到。
问:工业管道选材时,最常被忽略的因素是什么?
答:不是介质腐蚀性,而是“微量杂质”的累积效应。比如天然气管道,我们通常关注硫化氢的应力腐蚀,但天然气里如果含有极微量的汞,哪怕只有ppb级别,也会对铝制热交换器管道造成液态金属脆化。这玩意儿太隐蔽了,往往要等到设备出问题才想起来做失效分析。另一个容易忽略的是管道外壁的腐蚀——沿海厂房的盐雾环境、埋地管道的土壤杂散电流,这些因素在设计阶段就得考虑防腐涂层或阴极保护。
焊接:手艺人的良心活儿
管道系统的命门,十有八九在焊缝和热影响区。我见过一个项目,为了赶工期,焊工在零下10度的露天环境里直接焊接P91马氏体耐热钢管,没有预热,没有焊后热处理,结果运行不到2000小时就在焊缝粗晶区出现裂纹。你说这能怪谁呢?
现在的管道焊接,尤其是高压临氢管道,对工艺的要求简直变态。比如要控制层间温度,要用红外测温仪实时监测,每道焊缝的宽度和余高都要记录。但很多中小型工程队,还在用“目测法”和“大概齐”。对了,千万别迷信所谓的“免检焊工”——我碰上过一位持证20年的老师傅,照样在厚壁管窄间隙焊接时出现根部未熔合,原因是他习惯了手工电弧焊,对新型脉冲气保焊的熔池动态特性不熟。技术迭代了,人得跟着变。
问:现在流行的管道自动焊,真的能完全替代人工吗?
答:不能,至少在复杂工况的返修焊上不行。自动焊的优势是稳定和效率,但对于现场出现的错边量超标、坡口形状偏差,它就没有老师傅那种“看菜下饭”的能力。我的经验是:工厂预制段尽量用自动焊,现场组对焊口用半自动或手工焊,但必须有严格的工艺评定。另外,焊缝的无损检测千万别死磕射线探伤(RT),有些裂纹方向,用相控阵超声(PAUT)才能看得清。最近两年,数字射线(DR)在长输管道检测中普及很快,成像快,还省去了洗片子的污染,值得多推广。✅
工业管道振动故障分析现场
再吐槽一下管道支吊架。很多维护人员把弹簧支吊架当“永远不需要管的死物”,等发现管道位移异常了,才想起来去查——结果发现弹簧早已锈死或卡涩。特别是高温管道,弹簧支吊架每两年就该做一次载荷测试和行程检查,这是API RP 520里明确建议的,可做到的厂子真不多。
选材:便宜管子=定时炸弹?
先泼盆冷水:工业管道设计,最忌讳“能用就行”的心态。我见过有人把普通碳钢管直接用在酸性介质里,三个月就腐蚀穿孔。也见过不锈钢管道因为选错了牌号,在80度的含氯离子水里发生应力腐蚀开裂,裂纹像蜘蛛网一样蔓延。❗ 选材的时候,不光看介质、温度、压力这些死数据,还得考虑工况的波动。比如间歇性生产时管道的温差骤变,或者清洗工艺中的酸碱切换。很多人忽略了一个关键点:管道系统的寿命不仅仅取决于材料本身,还跟连接方式、垫片、甚至螺栓的材质强相关。有次一个项目,全部管道用了2205双相钢,结果法兰垫片是普通石棉橡胶的,半年后垫片溃烂,导致整段管路泄漏——省了芝麻丢了西瓜。 工业管道腐蚀穿孔局部特写
这里说个冷知识:最新的ASTM标准对双金属复合管的应用场景有了更细化的规定,比如机械复合管在高温高压下的脱层风险评估,以前都是凭经验,现在有了量化模型。不过,再好的模型也架不住施工队伍野蛮操作,后续我会提到。
问:工业管道选材时,最常被忽略的因素是什么?
答:不是介质腐蚀性,而是“微量杂质”的累积效应。比如天然气管道,我们通常关注硫化氢的应力腐蚀,但天然气里如果含有极微量的汞,哪怕只有ppb级别,也会对铝制热交换器管道造成液态金属脆化。这玩意儿太隐蔽了,往往要等到设备出问题才想起来做失效分析。另一个容易忽略的是管道外壁的腐蚀——沿海厂房的盐雾环境、埋地管道的土壤杂散电流,这些因素在设计阶段就得考虑防腐涂层或阴极保护。
工业管道腐蚀穿孔局部特写
这里说个冷知识:最新的ASTM标准对双金属复合管的应用场景有了更细化的规定,比如机械复合管在高温高压下的脱层风险评估,以前都是凭经验,现在有了量化模型。不过,再好的模型也架不住施工队伍野蛮操作,后续我会提到。
问:工业管道选材时,最常被忽略的因素是什么?
答:不是介质腐蚀性,而是“微量杂质”的累积效应。比如天然气管道,我们通常关注硫化氢的应力腐蚀,但天然气里如果含有极微量的汞,哪怕只有ppb级别,也会对铝制热交换器管道造成液态金属脆化。这玩意儿太隐蔽了,往往要等到设备出问题才想起来做失效分析。另一个容易忽略的是管道外壁的腐蚀——沿海厂房的盐雾环境、埋地管道的土壤杂散电流,这些因素在设计阶段就得考虑防腐涂层或阴极保护。
焊接:手艺人的良心活儿
 焊接:手艺人的良心活儿
管道系统的命门,十有八九在焊缝和热影响区。我见过一个项目,为了赶工期,焊工在零下10度的露天环境里直接焊接P91马氏体耐热钢管,没有预热,没有焊后热处理,结果运行不到2000小时就在焊缝粗晶区出现裂纹。你说这能怪谁呢?
现在的管道焊接,尤其是高压临氢管道,对工艺的要求简直变态。比如要控制层间温度,要用红外测温仪实时监测,每道焊缝的宽度和余高都要记录。但很多中小型工程队,还在用“目测法”和“大概齐”。对了,千万别迷信所谓的“免检焊工”——我碰上过一位持证20年的老师傅,照样在厚壁管窄间隙焊接时出现根部未熔合,原因是他习惯了手工电弧焊,对新型脉冲气保焊的熔池动态特性不熟。技术迭代了,人得跟着变。
问:现在流行的管道自动焊,真的能完全替代人工吗?
答:不能,至少在复杂工况的返修焊上不行。自动焊的优势是稳定和效率,但对于现场出现的错边量超标、坡口形状偏差,它就没有老师傅那种“看菜下饭”的能力。我的经验是:工厂预制段尽量用自动焊,现场组对焊口用半自动或手工焊,但必须有严格的工艺评定。另外,焊缝的无损检测千万别死磕射线探伤(RT),有些裂纹方向,用相控阵超声(PAUT)才能看得清。最近两年,数字射线(DR)在长输管道检测中普及很快,成像快,还省去了洗片子的污染,值得多推广。✅
焊接:手艺人的良心活儿
管道系统的命门,十有八九在焊缝和热影响区。我见过一个项目,为了赶工期,焊工在零下10度的露天环境里直接焊接P91马氏体耐热钢管,没有预热,没有焊后热处理,结果运行不到2000小时就在焊缝粗晶区出现裂纹。你说这能怪谁呢?
现在的管道焊接,尤其是高压临氢管道,对工艺的要求简直变态。比如要控制层间温度,要用红外测温仪实时监测,每道焊缝的宽度和余高都要记录。但很多中小型工程队,还在用“目测法”和“大概齐”。对了,千万别迷信所谓的“免检焊工”——我碰上过一位持证20年的老师傅,照样在厚壁管窄间隙焊接时出现根部未熔合,原因是他习惯了手工电弧焊,对新型脉冲气保焊的熔池动态特性不熟。技术迭代了,人得跟着变。
问:现在流行的管道自动焊,真的能完全替代人工吗?
答:不能,至少在复杂工况的返修焊上不行。自动焊的优势是稳定和效率,但对于现场出现的错边量超标、坡口形状偏差,它就没有老师傅那种“看菜下饭”的能力。我的经验是:工厂预制段尽量用自动焊,现场组对焊口用半自动或手工焊,但必须有严格的工艺评定。另外,焊缝的无损检测千万别死磕射线探伤(RT),有些裂纹方向,用相控阵超声(PAUT)才能看得清。最近两年,数字射线(DR)在长输管道检测中普及很快,成像快,还省去了洗片子的污染,值得多推广。✅
意外:那些教科书不会写的失效模式
书上教的管道设计,都是理想边界条件。实际呢?震动!震动是管道杀手,尤其是往复式压缩机出口的管线。我曾处理过一个案例,管道应力分析报告完美通过,但运行起来振动幅值大到肉眼可见晃悠。后来查出来——分析时没考虑两相流引发的激振力。后来加了阻尼支架和蓄能器才解决。 还有一个让人头疼的问题:管道系统的“兼容性”阴沟翻船。比如不同材质管道的接口处,如果是法兰连接,电偶腐蚀往往被低估。特别是当电解质溶液在高温下导电率升高时,腐蚀速度快得惊人。💡一个小技巧:在不锈钢与碳钢法兰间,垫片内缘加上聚四氟乙烯衬套,既能绝缘又能密封。当然,最根本的还是尽量避免异种钢直接接触。 工业管道振动故障分析现场
再吐槽一下管道支吊架。很多维护人员把弹簧支吊架当“永远不需要管的死物”,等发现管道位移异常了,才想起来去查——结果发现弹簧早已锈死或卡涩。特别是高温管道,弹簧支吊架每两年就该做一次载荷测试和行程检查,这是API RP 520里明确建议的,可做到的厂子真不多。
工业管道振动故障分析现场
再吐槽一下管道支吊架。很多维护人员把弹簧支吊架当“永远不需要管的死物”,等发现管道位移异常了,才想起来去查——结果发现弹簧早已锈死或卡涩。特别是高温管道,弹簧支吊架每两年就该做一次载荷测试和行程检查,这是API RP 520里明确建议的,可做到的厂子真不多。