工业容器的隐秘生命力:选材、焊接与那些踩过的坑
上周去一个化工厂,看到一台用了不到三年的不锈钢储罐——罐壁已经坑坑洼洼,像被什么东西啃过。厂长一脸懊恼:“当初图便宜,选了非标板材,现在倒好,天天补焊,钱没省下,还搭进去停工时间。” 这事儿让我想起十几年前刚入行,跟着老师傅去现场,他敲了敲罐体,就说了一句话:“容器这玩意儿,材料是骨,焊接是筋,骨子不行,筋络再漂亮也白搭。”
没错,容器,在工业圈子里,太常见了。从路边加油站的埋地油罐,到药厂里锃亮的反应釜,再到核电站那套厚得吓人的压力壳——它们都叫“容器”。但其实,真正懂它的人不多。大家总觉得,不就是个铁罐子嘛,能装东西不漏就行。 天真了。
选材:看不见的成本黑洞
很多项目在前期采购时,死盯着设备总价。结果呢?后期维护成本直接翻倍。举个真实例子:食品厂需要盛装酸性酱料的容器。304不锈钢是标配,但有人选了201,因为每吨便宜好几千。 惨了。 氯离子点蚀,半年就出现穿孔。整批酱料污染,损失几十万。❗ 这还没算商业信誉。 所以,选材不能只看眼前。你得考虑:介质腐蚀性、温度、压力、甚至清洗方式。比如,CIP清洗系统用的酸碱,有些不锈钢牌号根本扛不住。 说实话,我见过最聪明的做法,是主动做挂片试验——把不同板材样品扔进实际介质里,定期称重观察。虽然麻烦,但能避免灾难。
 不锈钢容器点蚀损坏特写
不锈钢容器点蚀损坏特写
还有最近几年,双相不锈钢越来越火。强度高,耐蚀性好,尤其在含氯环境。但——它的焊接要求也变态得要命。线能量、层间温度,稍有差池,就脆化。 哎,都是坑。
焊接:那个决定生死的工艺
我至今记得一个压力容器爆炸的事故报告。原因? 环焊缝未熔合。 几个毫米的缺陷,在交变载荷下慢慢扩展,最后—— 嘭。 没了。 焊接,绝不只是把两块板粘起来。它像一场精密的“外科手术”。 电流、电压、速度、保护气体流量,甚至焊材烘烤温度,都直接影响接头性能。 有些厂家用二氧化碳气体保护焊打底,飞溅大,成型差,还容易出气孔。 而讲究的,会用氩弧焊打底,确保根部熔透,背面成型像鱼鳞一样均匀。 这能一样吗?
 压力容器氩弧焊打底工艺现场
压力容器氩弧焊打底工艺现场
说到这里,想起个事。 有次我去一家新厂验货,看见焊工在没除锈的坡口上直接焊。 我当场就火了。 锈、油、水——都是焊接的大忌。 但他们领班居然说“一直这么干,没事。” 我直接甩出国标GB150:坡口表面必须清理至金属光泽。 对方没话了。 所以,好的容器,从干净的坡口开始。 这是铁律。 另外,焊后热处理也不能省。 消除残余应力,否则应力腐蚀开裂会像定时炸弹。
无损检测:别被“差不多”害了
 无损检测:别被“差不多”害了
无损检测:别被“差不多”害了
很多小厂,做完水压试验不漏,就当合格了。 这是玩命。 水压试验只能查宏观泄漏,内部裂纹、未熔合、夹渣——这些得靠无损检测(NDT)揪出来。 射线探伤(RT)和超声波探伤(UT)是常规手段。 但各有各的盲区。 RT对面积型缺陷(如裂纹)不敏感,UT又依赖操作者经验。 有点讽刺? 所以现在提倡多种方法组合。 而且,相控阵超声(PAUT)和衍射时差法(TOFD)越来越普及,能记录数据,更精准。 不过,成本也上去了。 于是,有的业主就纠结:到底做到什么程度? 这里有个QA:
问: 普通常压储罐和压力容器的检测要求差多少?
答: 天壤之别。 常压储罐通常只做盛水试漏,或者煤油渗漏检查。 但压力容器必须按设计图样和标准,对焊缝进行一定比例的射线或超声检测。 比如一类压力容器可能要求20%射线检测,三类则100%。 漏检一个超标缺陷,出了事就是刑事责任。 所以,别心存侥幸。
还有个常见问题:
问: 已经用了十几年的旧容器,怎么评估还能不能用?
答: 定期检验是关键。 依据《固定式压力容器安全技术监察规程》,压力容器要定期由有资质机构检验。 除了宏观检查和壁厚测定,还得针对具体损伤模式——比如腐蚀、疲劳、高温蠕变——做深入检测。 现在流行用基于风险的检验(RBI),结合数字孪生模型,预估剩余寿命。 但模型再准,也离不开现场细致排查。 毕竟,数据可能骗人,但锈迹不会。
新趋势:智能容器与数字孪生
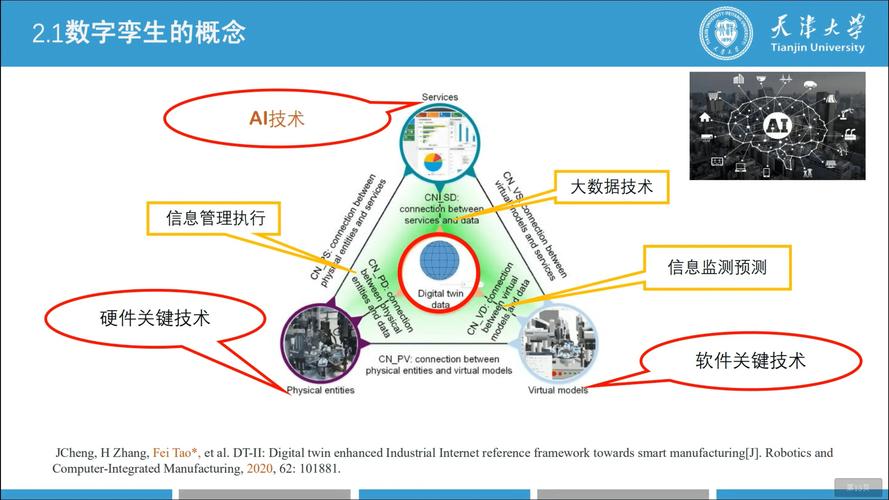 新趋势:智能容器与数字孪生
新趋势:智能容器与数字孪生
时代变了。 容器也开始“进化”。 我去年参观一个石化项目,他们的大型储罐上密密麻麻贴满了传感器。 应变片、腐蚀探针、温度光纤……实时数据汇聚到数字孪生平台。 连罐顶呼吸阀的每一次动作都被记录。 这有什么用? 预测性维护。 以前是坏了再修,或者定期大修。 现在,系统会告诉你:3号罐底局部腐蚀速率加快,建议下个月停车时重点检查。 ✅ 不用整个罐区停产,不用盲目拆保温。 这种精准操作,省下的钱够买好几台新罐。
不过,说起来简单,实施起来坑也不少。 传感器防爆、数据安全、模型校准……每一项都够折腾的。 但趋势如此,不跟上,就被淘汰。 还有,💡 别忘了法规更新。 比如这两年,对于VOCs排放有更严要求,储罐的密封系统、呼吸阀配置都得升级。 这又牵扯到容器改造。 说实话,改造比新造还麻烦,需要考虑相容性、现场焊接条件……
最后扯几句题外话。 容器这行,水很深。 从最初的设计——比如筒体椭圆度、开孔补强方法——到制造中的成型工艺(冷卷还是热卷),再到现场组对,每道工序都有学问。 有时,一个看似不起眼的接管方位,可能因为超出封头应力范围,导致高应力区。 所以,我经常对新人说:尊重每一条焊缝,就像尊重生命一样。 虽然矫情,但不过分。
前不久和同行聊天,有人吐槽现在年轻人不愿意干焊接和容器检验。 环境差,责任大,钱不多。 想想也是。 但如果没有他们,再好的设计也只是纸上数字。 所以,希望这个行业,能慢慢找回对工匠精神的敬畏。 毕竟,看不见的地方,才决定生死。