工业通风系统设计的痛点与突围:我们到底忽略了什么?
做工业通风方案十几年了,有个现象一直想吐槽——大部分工厂的通风系统,从一开始就埋下了祸根。
不是设备不行。风机、管道、除尘器,摆出来都亮闪闪的。但运行起来呢?车间里照样闷热,粉尘压不下来,能耗却高得离谱。💡问题出在“设计逻辑”上。
早些年我也迷信过标准图纸。后来发现,死套规范根本行不通。每个车间都是活的——工艺在变,物料在变,甚至工人操作习惯都在变。通风系统要是僵化的,完蛋。
问:风量是不是越大越好?
答:当然不是!我曾经在某个铸造厂,看到他们把风量放大到规范值的1.5倍——想着“保险”。结果呢?粉尘非但没控制住,反而因为风速过高,把沉降的粉尘重新吹起来,车间里乌烟瘴气。❗而且电费飙得老板脸都绿了。
说实话,风量计算必须结合具体工况。比如焊接车间,重点不是大风量全面换气,而是捕捉发尘点的烟尘。这里有个关键参数——断面风速。很多设计师忽略了这一点,直接在手册里查个换气次数就完事,这能行吗?
还有一个坑:同时使用系数。车间里所有工位不可能同时满负荷工作。不考虑这个,风机选型就会偏大,管道也会粗笨,整个系统“大马拉小车”,能耗浪费惊人。
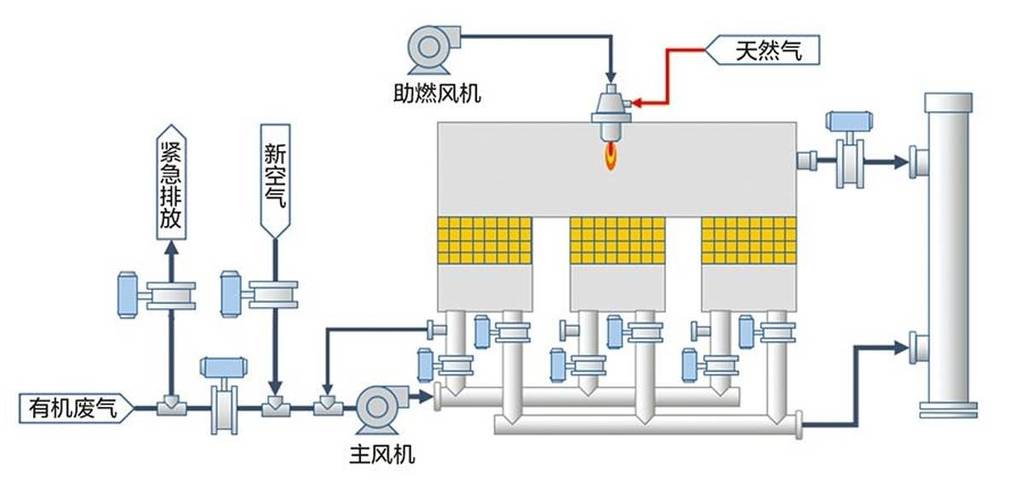
 工业厂房局部排风系统设计示意图
工业厂房局部排风系统设计示意图
问:我车间装了屋顶风机,但热空气还是聚在顶部,怎么办?
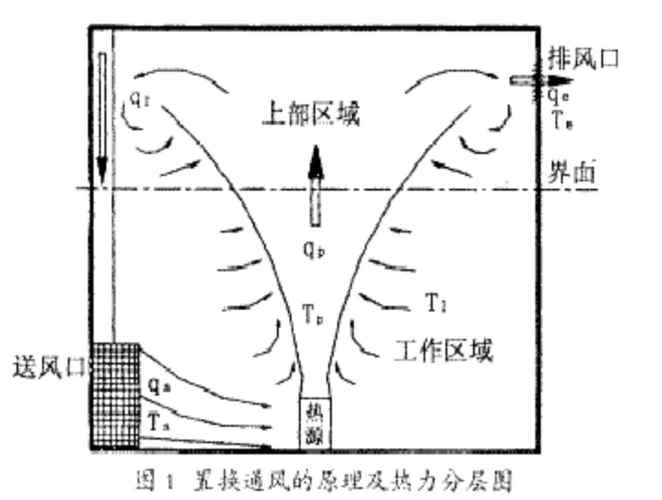
答:这是典型的气流短路。进风口和排风口位置不对,新鲜空气根本没送到工人呼吸带,就直接被抽走了。你得重构气流路径。比如,可以考虑置换通风——低速从下部送冷风,热空气自然上升,由顶部排出。这种方案用在高大厂房,效果拔群。✅
但置换通风不是万能药。有些工艺会产生大量有害气体,就得用局部排风罩,把污染源直接“包抄”。这里要注意罩口形式。一个设计不好的排风罩,即使风机再大,也吸不走污染物。我见过最离谱的——罩口离污染源半米远,还指望它能吸尘?🤦
另外,别忘了补风。很多车间负压过大,大门都拉不开,就是因为排风多、补风少。结果排风效率下降,冷风从门缝灌进来,冬天能耗更吓人。合理补风,甚至用排风热回收,才是智慧做法。
车间置换通风气流组织模拟图
管道设计,细节里有魔鬼。
弯头太多、直径突变、分支不合理——这些都会造成巨大阻力。我见过一个项目,风机全压很高,但末端吸风口却没什么吸力,就是因为管道里压力损失全耗在几个粗糙的弯头上了。而且,管道积尘也是大问题。水平管道里的粉尘沉积,时间一长,有效截面积变小,系统性能就崩了。
还有一个重点:管道平衡。多分支系统,如果不做阻力平衡,有的吸风口抢风,有的没风。怎么解决?计算好每个分支的阻力,用风阀调节,或者设计时就采用对称布置。这需要扎实的流体力学功底,光靠经验“拍脑袋”不行。
问:管道材料怎么选?镀锌钢板是不是最好的?
答:分情况。普通送风,镀锌钢板还行;但排含腐蚀性气体,就得用不锈钢或玻璃钢。除尘管道,更要注意耐磨性——弯头处加厚或者用陶瓷内衬,否则几个月就磨穿了。这些年在化工厂看过太多锈穿的管道,触目惊心。
传统通风系统,要么全速运行,要么关机——粗放。
如今传感器便宜了,变频器也成熟了,为什么不让系统聪明一点?根据车间内的粉尘浓度、温度、湿度,自动调节风机转速。这不光节能,还能延长设备寿命。我参与过一个汽车涂装线改造,上了VOC传感器联动排风,一年省下的电费就收回了投资。💡
更进阶的,可以结合数字孪生。在虚拟模型里模拟气流,提前发现问题。当然,这需要数据积累,不是所有工厂都适用。但对于高端制造,这是趋势。
问:旧厂房改造,智能控制难实施吗?
答:其实不难。无线传感器、LoRa通讯,都不用重新布线。关键是控制逻辑要清晰。有些集成商把界面做得花里胡哨,算法却一塌糊涂,反而搞得工人不会用。简单可靠,才是工业现场的王道。
最后说句掏心窝的话:通风系统是个系统工程,牵一发动全身。别只盯着设备参数,多去车间走走,听听操作工的声音。他们最清楚哪里呛人、哪里憋闷。设计得再漂亮,人不舒服,就是失败。
通风这事儿,真不是装台风机那么简单。
不是设备不行。风机、管道、除尘器,摆出来都亮闪闪的。但运行起来呢?车间里照样闷热,粉尘压不下来,能耗却高得离谱。💡问题出在“设计逻辑”上。
早些年我也迷信过标准图纸。后来发现,死套规范根本行不通。每个车间都是活的——工艺在变,物料在变,甚至工人操作习惯都在变。通风系统要是僵化的,完蛋。
风量计算:别掉进“经验值”的坑
问:风量是不是越大越好?
答:当然不是!我曾经在某个铸造厂,看到他们把风量放大到规范值的1.5倍——想着“保险”。结果呢?粉尘非但没控制住,反而因为风速过高,把沉降的粉尘重新吹起来,车间里乌烟瘴气。❗而且电费飙得老板脸都绿了。
说实话,风量计算必须结合具体工况。比如焊接车间,重点不是大风量全面换气,而是捕捉发尘点的烟尘。这里有个关键参数——断面风速。很多设计师忽略了这一点,直接在手册里查个换气次数就完事,这能行吗?
还有一个坑:同时使用系数。车间里所有工位不可能同时满负荷工作。不考虑这个,风机选型就会偏大,管道也会粗笨,整个系统“大马拉小车”,能耗浪费惊人。
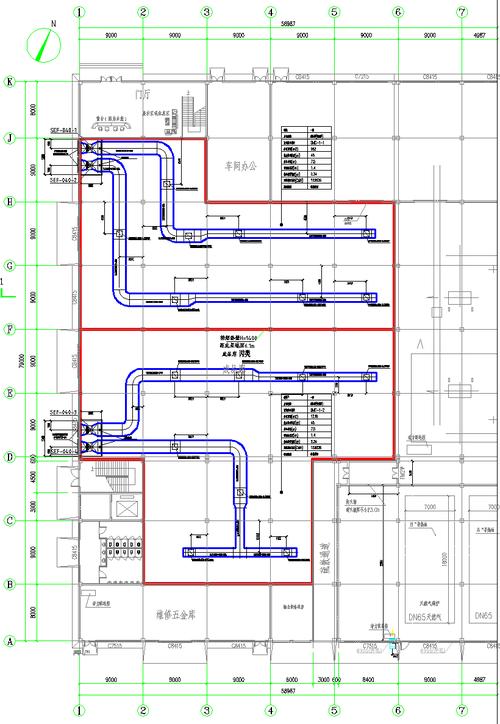 工业厂房局部排风系统设计示意图
工业厂房局部排风系统设计示意图
气流组织:看不见的手
问:我车间装了屋顶风机,但热空气还是聚在顶部,怎么办?
答:这是典型的气流短路。进风口和排风口位置不对,新鲜空气根本没送到工人呼吸带,就直接被抽走了。你得重构气流路径。比如,可以考虑置换通风——低速从下部送冷风,热空气自然上升,由顶部排出。这种方案用在高大厂房,效果拔群。✅
但置换通风不是万能药。有些工艺会产生大量有害气体,就得用局部排风罩,把污染源直接“包抄”。这里要注意罩口形式。一个设计不好的排风罩,即使风机再大,也吸不走污染物。我见过最离谱的——罩口离污染源半米远,还指望它能吸尘?🤦
另外,别忘了补风。很多车间负压过大,大门都拉不开,就是因为排风多、补风少。结果排风效率下降,冷风从门缝灌进来,冬天能耗更吓人。合理补风,甚至用排风热回收,才是智慧做法。
 车间置换通风气流组织模拟图
车间置换通风气流组织模拟图
管道系统:被轻视的“血管”
管道设计,细节里有魔鬼。
弯头太多、直径突变、分支不合理——这些都会造成巨大阻力。我见过一个项目,风机全压很高,但末端吸风口却没什么吸力,就是因为管道里压力损失全耗在几个粗糙的弯头上了。而且,管道积尘也是大问题。水平管道里的粉尘沉积,时间一长,有效截面积变小,系统性能就崩了。
还有一个重点:管道平衡。多分支系统,如果不做阻力平衡,有的吸风口抢风,有的没风。怎么解决?计算好每个分支的阻力,用风阀调节,或者设计时就采用对称布置。这需要扎实的流体力学功底,光靠经验“拍脑袋”不行。
问:管道材料怎么选?镀锌钢板是不是最好的?
答:分情况。普通送风,镀锌钢板还行;但排含腐蚀性气体,就得用不锈钢或玻璃钢。除尘管道,更要注意耐磨性——弯头处加厚或者用陶瓷内衬,否则几个月就磨穿了。这些年在化工厂看过太多锈穿的管道,触目惊心。
智能控制:别再傻大黑粗了
传统通风系统,要么全速运行,要么关机——粗放。
如今传感器便宜了,变频器也成熟了,为什么不让系统聪明一点?根据车间内的粉尘浓度、温度、湿度,自动调节风机转速。这不光节能,还能延长设备寿命。我参与过一个汽车涂装线改造,上了VOC传感器联动排风,一年省下的电费就收回了投资。💡
更进阶的,可以结合数字孪生。在虚拟模型里模拟气流,提前发现问题。当然,这需要数据积累,不是所有工厂都适用。但对于高端制造,这是趋势。
问:旧厂房改造,智能控制难实施吗?
答:其实不难。无线传感器、LoRa通讯,都不用重新布线。关键是控制逻辑要清晰。有些集成商把界面做得花里胡哨,算法却一塌糊涂,反而搞得工人不会用。简单可靠,才是工业现场的王道。
最后说句掏心窝的话:通风系统是个系统工程,牵一发动全身。别只盯着设备参数,多去车间走走,听听操作工的声音。他们最清楚哪里呛人、哪里憋闷。设计得再漂亮,人不舒服,就是失败。
通风这事儿,真不是装台风机那么简单。