废气处理行业真相:那些设备厂家不会告诉你的事
干了二十年环保工程,最烦听到一句话:“废气处理?不就是上个设备交差嘛。”
真这么简单,我早改行卖红薯了。
上周去苏南一家电子厂,车间主任指着新装的RTO跟我说:“花了两百万,排放还是不达标,你给瞅瞅。”我一摸管道——烫得能煎鸡蛋,进风阀门却只开了30%。典型的“大马拉小车”,厂家为了压报价,故意选小了换热器,结果运行能耗高得离谱,处理效率还暴跌。这事儿……唉,槽点太多,咱一个一个说。
技术路线:别当冤大头
现在市面上废气处理技术太杂了。活性炭吸附、低温等离子、RTO、RCO、生物滤池……听着都高大上,可90%的选型失误,都因为业主自己迷糊。
举个血淋淋的例子。2023年浙江一家化纤厂,被环评公司忽悠装了套“等离子+光氧”,结果废气里苯乙烯浓度超高,设备直接歇菜——紫外灯管两天就糊上一层油,等离子模块打火啪啪响。最后紧急改造,多花了八十万才摆平。所以第一条铁律:大风量、低浓度选吸附浓缩+氧化;高浓度、小风量直接上直燃或RTO。别被“新技术”的噱头带偏,有些技术,比如光氧,对成分复杂的工业废气基本就是摆设。
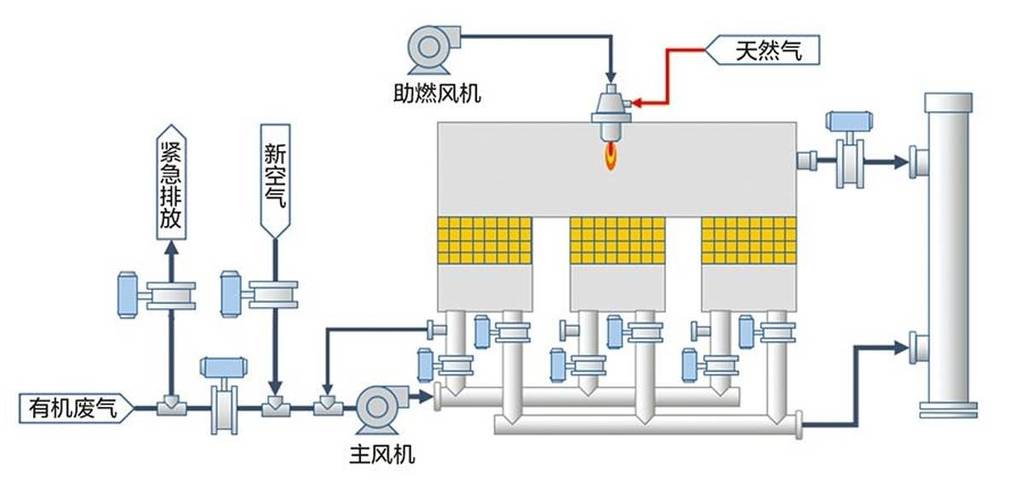 化工厂废气处理RTO蓄热式氧化炉现场管道安装图
化工厂废气处理RTO蓄热式氧化炉现场管道安装图
不过话说回来,RTO也不是万能的。去年碰到个项目,含硅废气进去,蓄热陶瓷三个月就堵死,反吹根本清不掉。厂家事前根本不提——他们只管卖设备,哪管你工艺介质特征?所以必须做全组份分析,特别是硅烷、硫、氯这类“毒物”,设备选型时就得把预处理段加进去,比如干式过滤加喷淋,别省那点钱。
运维黑洞:一年亏掉一套房
有朋友抱怨过,设备验收时好好的,运行半年就开始“耍脾气”。聊起运维,很多人以为就是换个活性炭、清清喷头。大错特错!真正的运维成本,藏在你看不见的地方。
比如催化燃烧装置的催化剂。厂家承诺两年寿命,但如果你进气里有点重金属粉尘,三个月就中毒报废。一块钯铂蜂窝催化剂多少钱?二十万起步!再比如电费——一台处理50000风量的三室RTO,维持炉温920℃的天然气费加风机耗电,一年七八十万是常态。有些企业为了省气费,把吹扫风量调小,结果蓄热室切换时产生VOCs峰值泄露……图啥呢?
问:怎么判断设备运行状态好不好?总不能等在线监测报警吧?
答:好问题!很多企业只看出口CEMS数据,太被动了。关键要建立预防性维护台账:每天记录燃烧室温度波动(RTO正常波动±10℃以内),每周用FID检测泵前后压差,每月拆开检修门看蓄热体结垢结焦。还有个土法子——用手背感受管道表面是否局部过热(有旁路漏气),比什么传感器都灵。记得去年给一家涂料厂做诊断,就是靠手摸发现换向阀内漏,帮他们省下十万元罚款。
 运维人员用便携式FID检测仪检查废气管道泄漏点
运维人员用便携式FID检测仪检查废气管道泄漏点
另外,活性炭脱附这事儿,多少人被坑过?理论上热氮气脱附后可以循环用,但很多小厂图方便,直接当成危废处理,每吨处置费六千起。实际上建立闭环脱附系统,两年就能收回设备投资,可就是因为脱附工艺控制不稳——温度高了炭着火,低了脱不干净——很多人索性放弃。这事儿得跟工艺末端绑定,比如利用厂区余热蒸汽,稳定又省钱。
政策驱动下的生存法则
 政策驱动下的生存法则
政策驱动下的生存法则
近几年政策确实严了。无组织排放新国标、欧七前夜、碳交易……有些老板一听就头大:“逼我上设备呗!”这种想法很危险。去年江苏一个化工园区,紧急上了批沸石转轮+RTO,结果能耗双控时直接被拉闸限产,设备停停开开,吸附材料全废了。所以别光盯着末端治理,源头减量才是真省钱——涂料换成高固份的,溶剂回收套用,比傻砸钱买设备明智得多。
问:有没有那种投资低、见效快的改造路子?我们厂利润薄。
答:当然有。先做泄漏检测与修复,这是性价比最高的减排。一台便携式红外成像检漏仪十几万,但对阀门、法兰、泵密封点的VOCs泄漏,一抓一个准。我们给一家制药厂做过LDAR,五百个点查出七十多个泄漏,总泄漏量占比工艺废气一半。光把垫片换掉,排放立降40%。另一招是优化管路风速——很多收集罩设计不合理,风速低了吸不走,高了又把物料带跑,调合适了,风量能降30%,后续设备直接减配。这种小钱,值不值得花?
最近还留意到一个趋势:数字化运维正在颠覆传统。不少头部企业开始给废气设备装IoT传感器,通过机器学习预测催化剂寿命、识别阀门异常。比如某化工巨头用的系统,提前两周预警蓄热体堵塞,自动触发反向吹扫程序,省去人工巡检的盲区。虽然前期投入大了点,但把非计划停机风险降到几乎为零——对连续生产型企业,这点投入不过分吧。
最后啰嗦一句:废气处理不是买设备,是建一套完整的物质与能量代谢系统。想真正达标又省钱,必须从工艺源头、收集效率、处理工艺、运维体系、能源回收五个维度统筹考虑。别信厂家“一机永逸”的鬼话——这套系统是有生命的,得用心养着。不然,今天省的钱,迟早加倍还回去。