废水处理:当环保红线遇上工业现实,那些教科书不会讲的痛点
上周去了江苏一家精细化工企业,污水站站长拉着我倒苦水:生化池的污泥又膨胀了,SV30飙到95%,二沉池跑泥严重。他翻着手机里丝状菌镜检照片,一脸无奈——这已经是今年第三次了。我说你得查查微量元素。他眼睛一亮:缺磷?我摇头:钼。
说实话,废水处理这行干久了就会明白,教科书上那些完美的工艺参数,到了现场往往不堪一击。进水波动、抑制物质、设备老化……随便哪个环节掉链子,COD说超标就超标。尤其是这几年环保督查风暴一轮接一轮,企业主们战战兢兢,恨不得把每个排放口都装上在线监测。但焦虑归焦虑,能真正把系统玩透的人,少。
达标排放?不,我们谈的是生存线
环保合规就是企业的生命线——这个道理现在没人不懂。但能把红线守住,不光靠决心,更靠对工艺的深刻理解。常见工业废水,分类复杂得让人头疼:高浓度有机废水、含油乳化液、重金属电镀液、高盐高氨氮……不同的水质,处理思路完全不同。举个例子,制药废水里面残留的抗生素,对生化系统的抑制往往是致命的。如果不在前端预处理阶段做针对性破坏,后面好氧池投再多菌种也是白搭。💊
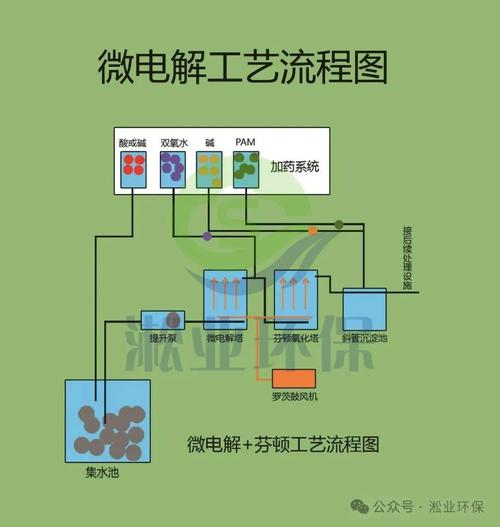
我见过最离谱的案例:某原料药厂,厌氧塔颗粒污泥都养到小拇指大小了,突然某个月产线换品种,废水中带入了高浓度溶媒。结果三天之内,颗粒污泥碎成絮状,沼气产量直接腰斩,出水VFA飙升。后来紧急加装铁碳微电解 + Fenton氧化预处理,才慢慢缓过来。❗所以说,预处理的设计,必须留够余量,而且要结合车间生产工艺排班表——这个细节,设计院可不会帮你想到。
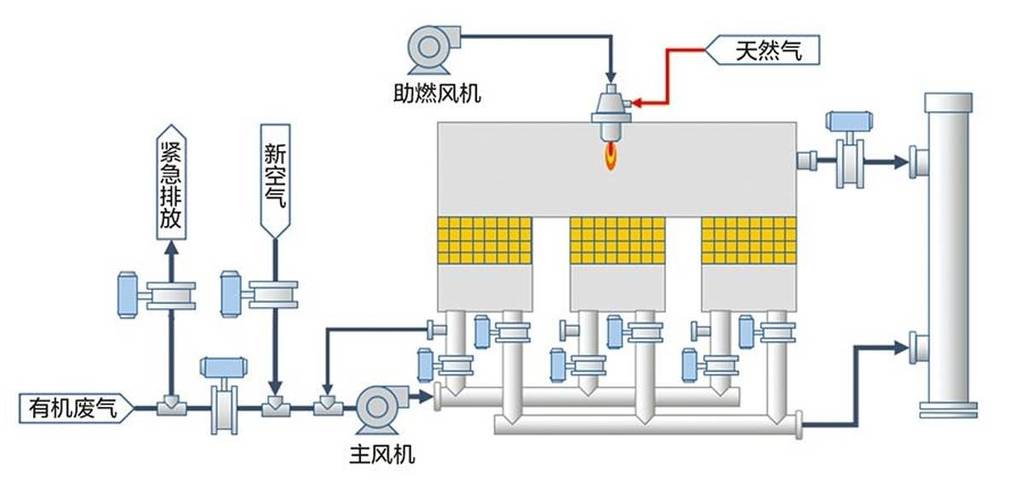
 铁碳微电解填料在工业废水预处理应用
铁碳微电解填料在工业废水预处理应用
再来说说常规的物化手段。混凝沉淀,听上去简单,PAC、PAM一加,搅拌、沉淀。但不同pH下铝盐的水解形态差异极大,除磷效果可能差好几倍。有些运行人员根本不测实际pH,照着设计手册投加,结果药剂浪费不说,污泥还不好脱水。😓
生化系统:最大的宝藏,也是最脆弱的环节
玩废水的人,终其一生都在和微生物打交道。生化法成本低、效果好,但前提是得把菌爷们伺候舒服了。水温、DO、pH、营养比、污泥龄……哪个参数失控,都可能引发连锁反应。比如好氧池DO控制,低于1.5mg/L容易导致丝状菌膨胀,高于3mg/L又浪费曝气能耗,还可能把菌胶团打碎。很多污水站出于保险,把风机开到最大,结果污泥细碎、沉降性反而变差。💡
高盐废水是另一道坎。盐度超过2%,普通活性污泥的渗透压就扛不住,微生物脱水而死。有些企业为了应付检查,偷偷兑自来水稀释,先不说水费,光是总排口水量暴增带来的超标风险就够喝一壶。真正的解决之道,要么驯化耐盐菌(过程漫长,少则半年),要么干脆上蒸发结晶——也就是现在流行的“零排放”。
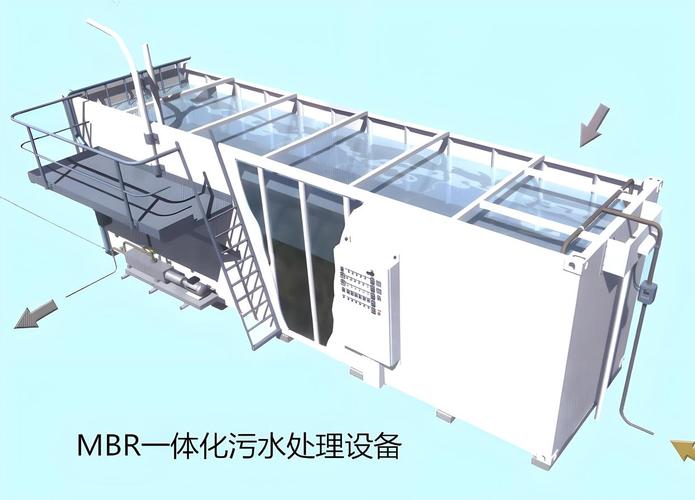 MBR膜生物反应器污水处理系统现场
MBR膜生物反应器污水处理系统现场
膜技术这几年很火。MBR(膜生物反应器)把生化池和二沉池合二为一,出水悬浮物极低,但膜污染是永恒的痛。我曾经调试过一个MBR系统,设计通量25 LMH,实际运行不到15就因为跨膜压差飙升被迫化学清洗。拆开膜组件一看,凝胶层厚得像豆腐渣。后来前端增设了精细格栅,又优化了曝气冲刷强度,才勉强稳定。运维成本直线上升,那一阵子看着电表转得飞快,心里滴血。
不过话说回来,如果没有膜技术,很多工业园区根本没法实现再生水回用。特别是电子行业,对回用水电导率要求极高,RO(反渗透)成了标配。浓水怎么处理又是一个头疼的问题——高盐高硬,直接回生化会抑制,排到蒸发塘占地又大。于是有了NF-RO-蒸发耦合工艺,但投资和运行成本,不是一般企业能承受的。
零排放:理想丰满,现实骨感
“零排放”这个词,这几年被过度营销了。很多环保公司把它包装成终极解决方案,好像上了零排放就万事大吉。可实际上,零排放系统的核心是蒸发结晶,结晶盐是危废,处置成本高达数千元一吨;母液是更毒的废物,有机污染物高度浓缩,热值低又不好烧。要是前端生化没做好,母液COD上万,蒸发器结垢堵管能让你怀疑人生。⚠️
我认识一位煤化工企业的环保主管,他们搞了套分盐零排放系统,产出的硫酸钠纯度稳定99%以上,直接卖给下游洗剂厂,看似实现了资源化。但背后的隐形成本惊人:预处理必须把硬度降到10mg/L以下,软化树脂再生废液又是一笔开销;纳滤系统为了防止硫酸钙结垢,需要投加阻垢剂,加药泵稍微堵一点,膜就污堵。他说每天神经都紧绷着,生怕哪个环节掉链子导致全线停产。
问:零排放系统运行中最怕什么?
答:怕蒸发器结垢,特别是硫酸钙垢,常规酸洗很难去除。更怕前端来水波动,比如突然排过来一股高COD高盐的料液,直接打乱整个结晶平衡。还有就是怕冬天,环境温度低,管线保温稍不到位,浓盐水凝固堵塞,处理起来极其麻烦。❄️
数字化:未来已来,但别指望它当甩手掌柜
近几年智慧水务概念火热,在线传感器、大数据建模、AI加药……但这些工具终究是辅助,无法替代人的判断。我见过某大型市政污水厂上了智能曝气系统,根据氨氮实时数据调节风机频率,确实省了约15%电耗。但工业废水往往比市政水复杂得多,传感器极易被污染,维护工作量巨大。如果运维团队连基本的镜检都不做,指望屏幕上的数据就能搞定膨胀问题,那真是天方夜谭。
数字化最大的价值,在于数据追溯和异常预警。比如把过去三年的进水COD、pH、温度与出水数据关联,训练一个轻量模型,当进水出现异常波动时,提前触发应对预案。这比纯粹靠人工盯盘可靠得多。但前提是,你得先把基础管理做扎实:仪表定期校准、污泥性状记录、药剂投加量台账……这些看似琐碎的活,才是数字化的地基。
问:中小型工业企业上不起昂贵的数字化系统,怎么提升运行稳定性?
答:两条腿走路。一是用好传统工具,比如每天做镜检观察微生物相,测污泥沉降比和污泥浓度,根据SVI趋势提前干预。二是建立操作手册,把不同工况下的应对措施标准化,哪怕换人也能平稳交接。另外,强烈建议定期送水样做全分析,了解特征污染物,很多事故其实是不知道来水含有什么有毒物质导致的。🔍
永远把人放在第一位
 永远把人放在第一位
永远把人放在第一位
废水处理,说到底是个实践性极强的技术活。再先进的工艺、再昂贵的设备,交给不专业的团队运营,用不了半年就能搞垮。我见过太多企业,舍得花几千万建站,却舍不得花几十万培养运维人员,结果系统故障频发,环保罚单一来几百万打水漂。
优秀的废水处理工程师,既要懂化学、生物,又要懂机械、电气,最好还能和车间生产工艺人员顺畅沟通。他们能通过二沉池泛起的泡沫颜色判断出问题所在,能听听曝气头冒泡的声音就知道气管是否堵塞。这些经验,不是上几堂课就能学会的,得在现场浸淫多年,交够学费。
最后啰嗦一句:如果你正准备新建或改造废水处理设施,千万别只盯着工艺包和设备清单。花时间去走访同类企业已运行的废水站,跟操作工聊聊他们的真实痛点,比看十本设计手册都有用。毕竟,掏钱建站容易,把水真正处理达标且成本可控,才是真本事。